5 后置处理构造器——》选择新建后处理; 2
设置后处理名称(字母和符号组成)——》后处理输出单位(毫米)——》机床类型(4轴带轮盘铣床)——》调用库中现有的 840D 控制器——》点击确定; 3
对后处理构造器的机床、程序和刀轨、NC 数据定义、虚拟 NC 控制器四个组成部分的参数进行修改和设置,输出设置中的参数保持原样,不做调整; 4
机床设置:——》 5
设置第四轴参数(一般参数保持原样,不做调整); 6
旋转平面设置为 XY,文字指引线设置为 A,旋转轴设置为反向; 7
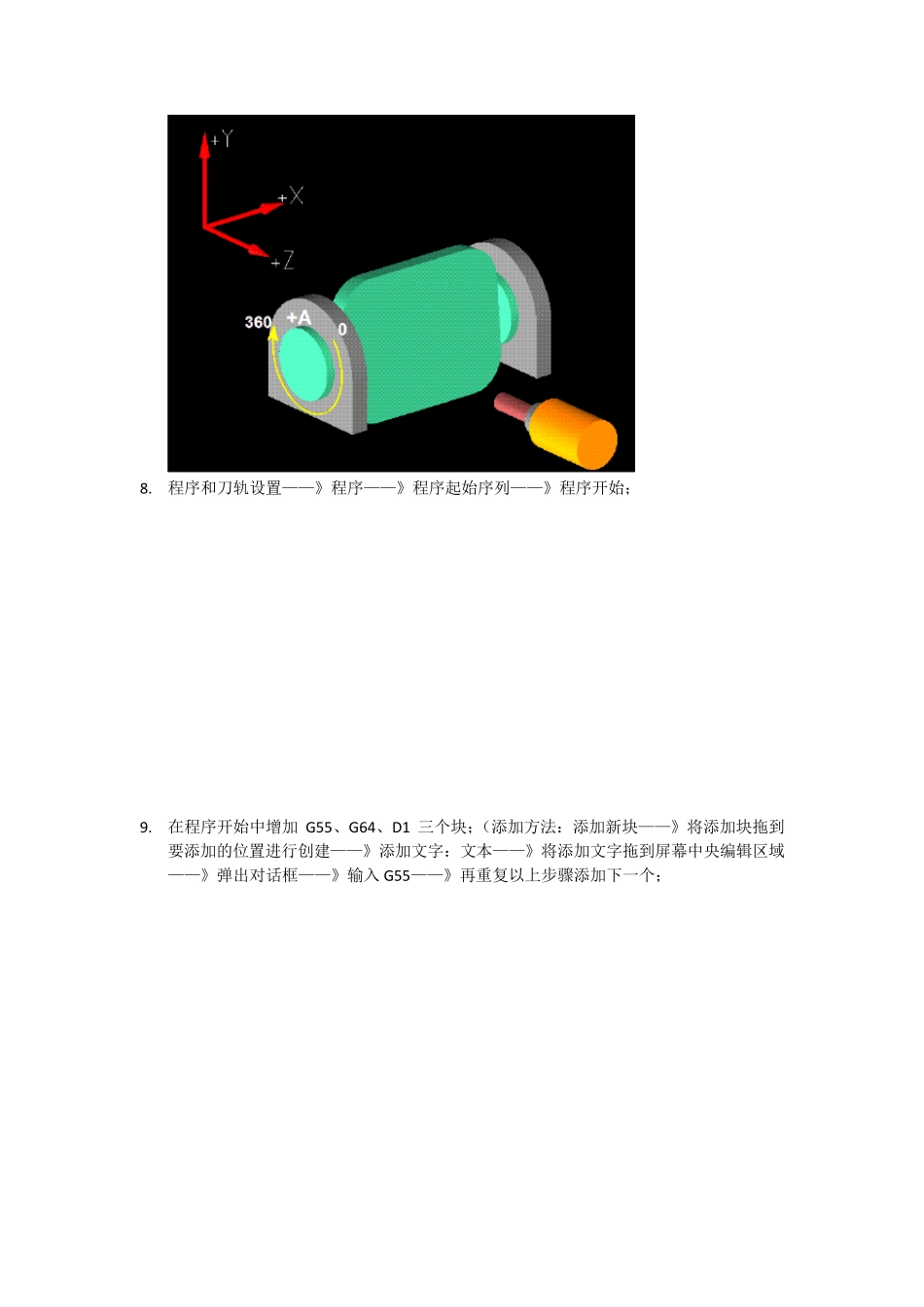
点击界面上的显示机床,查看机床模型如下,则表明 4 轴参数设置正确; 8
程序和刀轨设置——》程序——》程序起始序列——》程序开始; 9
在程序开始中增加 G55、G64、D1 三个块;(添加方法:添加新块——》将添加块拖到要添加的位置进行创建——》添加文字:文本——》将添加文字拖到屏幕中央编辑区域——》弹出对话框——》输入 G55——》再重复以上步骤添加下一个; 1 0
程序和刀轨设置——》程序——》操作起始系列 设置第一个刀具和自动换刀事件格式如下: 1 1
程序和刀轨设置——》程序——》刀轨——》运动——》线性移动 12
程序和刀轨设置——》程序——》刀轨——》运动——》圆周移动 设置试用平面为 XY,最小圆弧长度为 0
02,输出格式调整如下图: 13
程序和刀轨设置——》程序——》操作结束序列——》刀轨结束 14
程序和刀轨设置——》程序——》程序结束序列——》程序结束 15
程序和刀轨设置——》定制命令——》PB_CMD_before_motion 在 PB_CMD_output_5axis 一行最前面加上#(一个或多个都可),或者删除该行 16
程序和刀轨设置——》定制命令——》PB_CMD_set_Sinumerik_default