无损检测工艺 ——25000T 液货舱区域焊缝编制: 王宝林、 楊富春审核: 朱新隆批准: 金陵船厂质管处 8 月 30 日1
1 本探伤工艺适用于母材厚度为 14~50mm 的铁素体, 全焊透焊缝和熔深焊范围内的超声波探伤检查, 以检测焊缝内部的危害性缺陷
2 本工艺对焊接两侧的母材进行超声波探伤进行了规定事项及验收等级
( Ⅲ 级合格) 1
3 探伤操作人员需经过部 NDT 考委会培训合格取得 II 级及以上资格证者, 方可上岗操作
探伤仪、 探头及系统功能2
1 使用数字式超声波探伤, 其工作频率应具有 2
5-5MHZ, 具有多通道探伤功能
( Masters can-340、 PXUT-211B) 2
2 超声波探伤仪应具有声程自动校正功能, 并能记录探伤结果, 以利于探伤结果的分析、 定量
3 水平线性误差小于 1%, 垂直线性误差小于 5%
1 采纳探头, 频率 2
5~5MHZ, 探头声轴线水平偏离角不大于2 度
2 探头折射角( K 值) 取 1
0, 探头前沿距离尺寸不大于 15
3 探头购置回厂应进行检测后方可使用
4 考虑到一些焊缝的结构特点, 对角焊缝及 T 型接头焊缝应采纳双晶直探头或直探头, 辅助进行扫查、 探伤
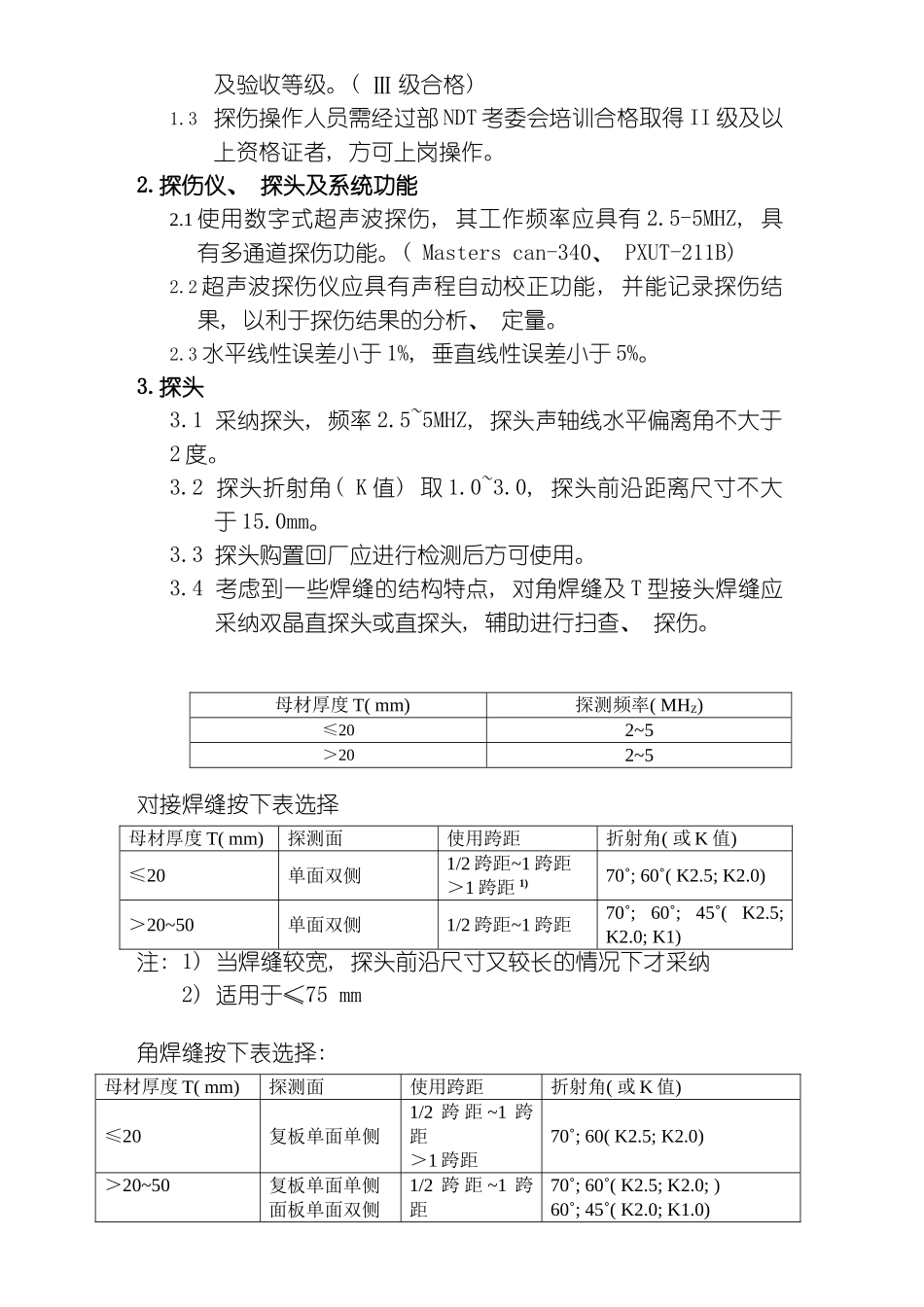
母材厚度 T( mm) 探测频率( MHZ) ≤202~5>202~5对接焊缝按下表选择母材厚度 T( mm) 探测面使用跨距折射角( 或 K 值) ≤20单面双侧1/2 跨距~1 跨距>1 跨距 1) 70˚; 60˚( K2
0) >20~50单面双侧1/2 跨距~1 跨距70˚; 60˚; 45˚( K2
0; K1) 注: 1) 当焊缝较宽, 探头前沿尺寸又较长的情况下才采纳2) 适用于≤75 mm角焊缝按下表选择: 母材厚度 T( mm) 探