工艺文件焊接工艺文件共7页第1页一:总则本规程规定了电弧焊焊接规范、工艺规程、操作方法及检验项目,适用于本公司生产的高低压柜等产品的手工电弧焊焊接过程
二:设备和工具1:设备a,交流弧焊机
b,焊接平台和各种工位夹具
2:附件和工具a,焊钳b,焊接电缆,c,面罩d,橡皮锤,e,焊条保温桶,f,尺(卷尺,直尺,角尺)g,角向磨光机,h,清理焊渣工具三:常用名词术语:1、焊接:通过加热或加压或两者并用,并且用或不用填充材料,使焊件达到原子结合的一种加工方法
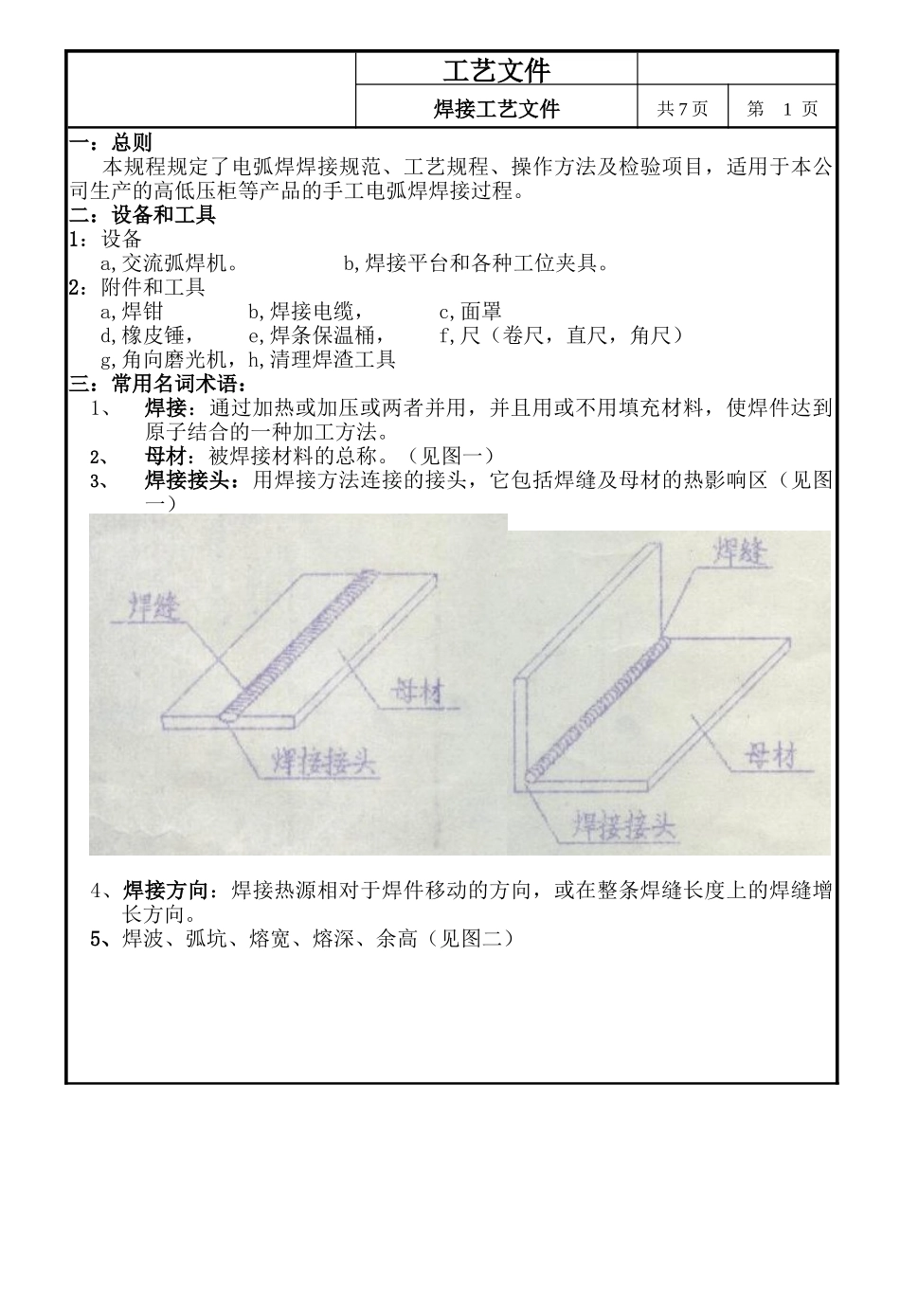
2、母材:被焊接材料的总称
(见图一)3、焊接接头:用焊接方法连接的接头,它包括焊缝及母材的热影响区(见图一)4、焊接方向:焊接热源相对于焊件移动的方向,或在整条焊缝长度上的焊缝增长方向
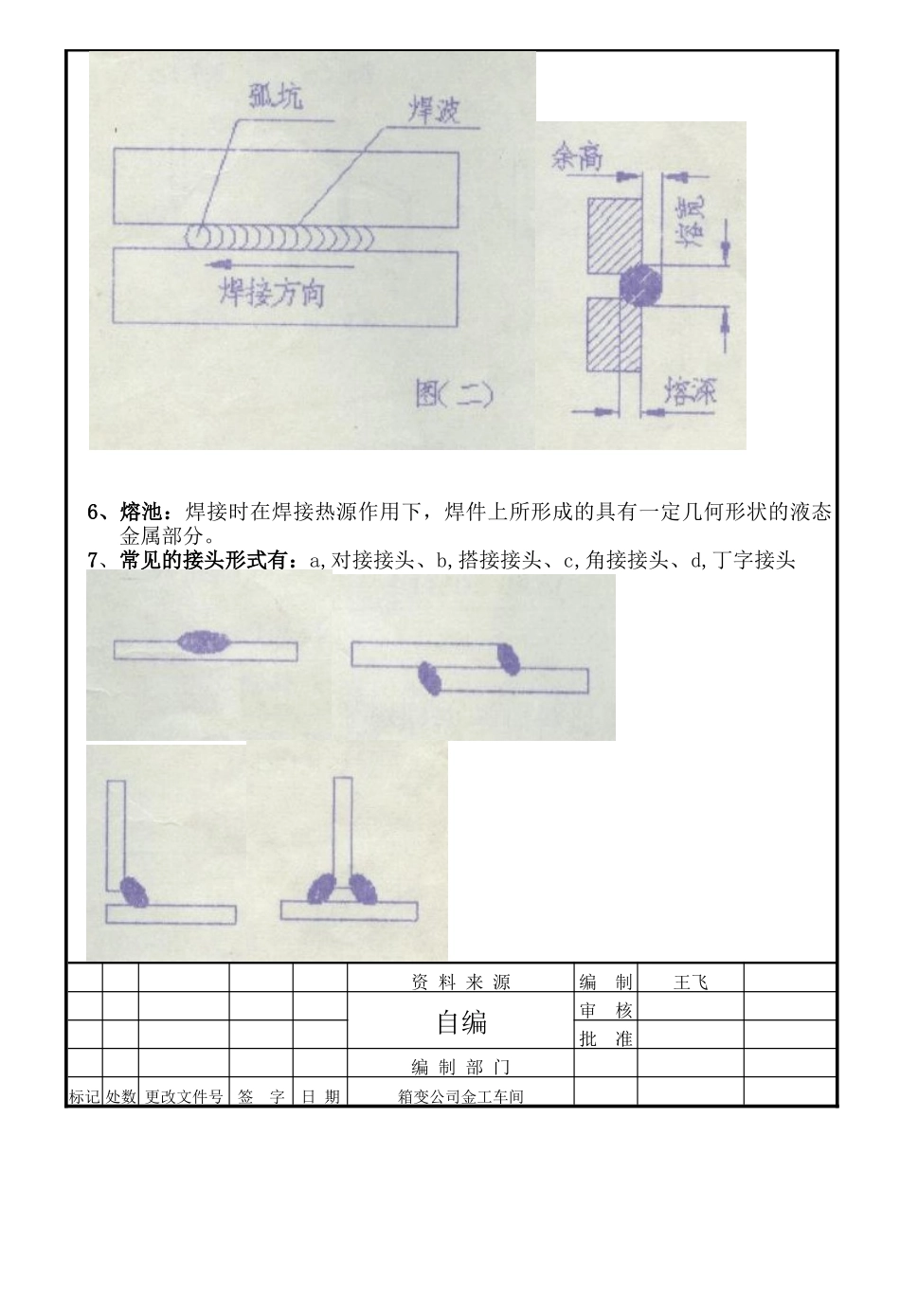
5、焊波、弧坑、熔宽、熔深、余高(见图二)6、熔池:焊接时在焊接热源作用下,焊件上所形成的具有一定几何形状的液态金属部分
7、常见的接头形式有:a,对接接头、b,搭接接头、c,角接接头、d,丁字接头资料来源编制王飞自编审核批准编制部门标记处数更改文件号签字日期箱变公司金工车间焊接工艺文件QJ/ZD31
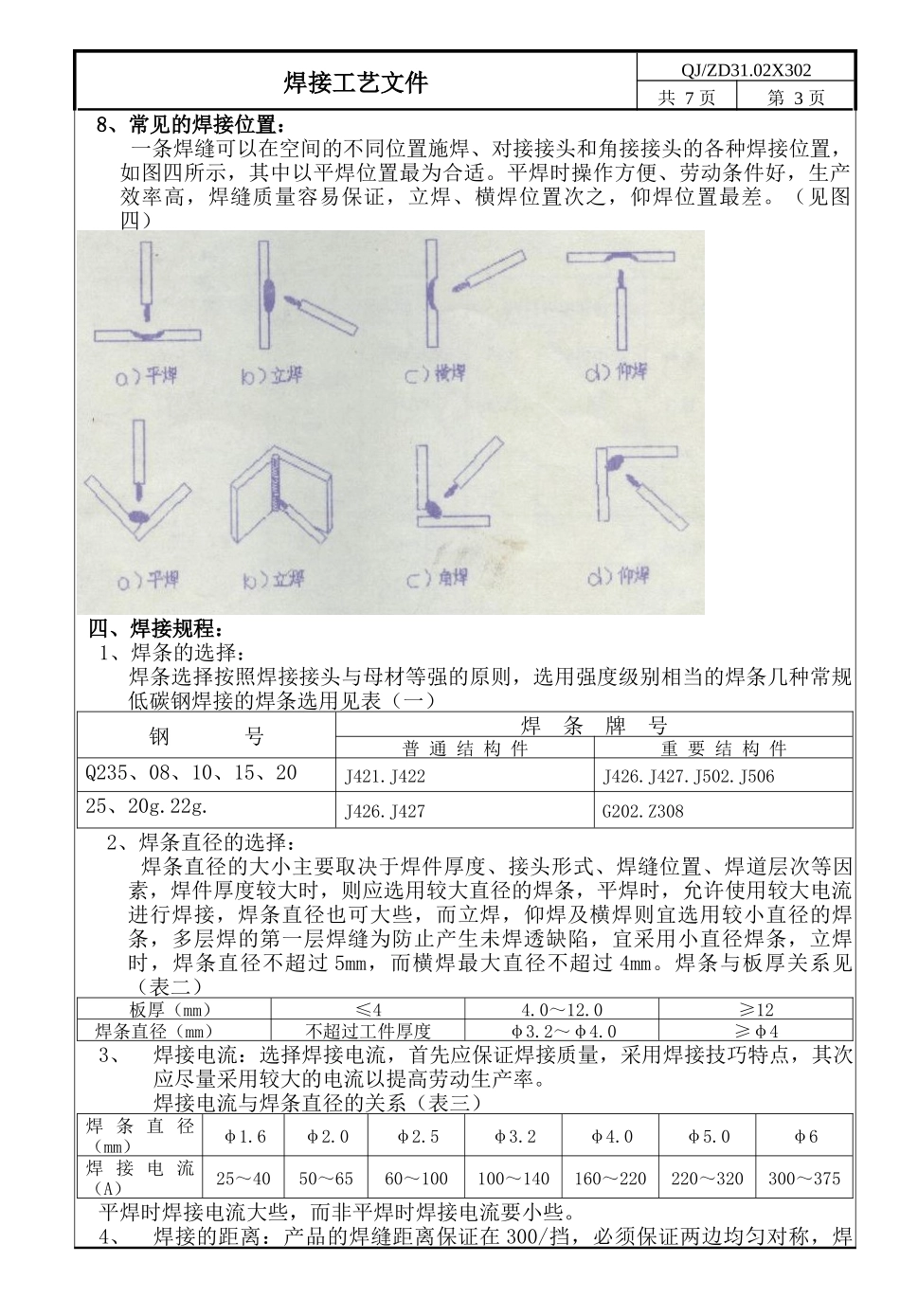
02X302共7页第3页8、常见的焊接位置:一条焊缝可以在空间的不同位置施焊、对接接头和角接接头的各种焊接位置,如图四所示,其中以平焊位置最为合适
平焊时操作方便、劳动条件好,生产效率高,焊缝质量容易保证,立焊、横焊位置次之,仰焊位置最差
(见图四)四、焊接规程:1、焊条的选择:焊条选择按照焊接接头与母材等强的原则,选用强度级别相当的焊条几种常规低碳钢焊接的焊条选用见表(一)钢号焊条牌号普通结构件重要结构件Q235、08、10、15、20J421
J422J426
J50625、20g
J427G202
Z3082、焊条直径的选择:焊条直径的大小主要取决于焊件厚度、接头形式、焊缝位置、焊道层次等因素,焊件