更多企业学院:《中小企业管理全能版》183套讲座+89700份资料《总经理、高层管理》49套讲座+16388份资料《中层管理学院》46套讲座+6020份资料《国学智慧、易经》46套讲座《人力资源学院》56套讲座+27123份资料《各阶段员工培训学院》77套讲座+324份资料《员工管理企业学院》67套讲座+8720份资料《工厂生产管理学院》52套讲座+13920份资料《财务管理学院》53套讲座+17945份资料《销售经理学院》56套讲座+14350份资料《销售人员培训学院》72套讲座+4879份资料更多企业学院:《中小企业管理全能版》183套讲座+89700份资料《总经理、高层管理》49套讲座+16388份资料《中层管理学院》46套讲座+6020份资料《国学智慧、易经》46套讲座《人力资源学院》56套讲座+27123份资料《各阶段员工培训学院》77套讲座+324份资料《员工管理企业学院》67套讲座+8720份资料《工厂生产管理学院》52套讲座+13920份资料《财务管理学院》53套讲座+17945份资料《销售经理学院》56套讲座+14350份资料《销售人员培训学院》72套讲座+4879份资料第五章自动贴装机贴片通用工艺5
1工艺目的本工序是用贴装机将片式元器件准确地贴放到印好焊膏或贴片胶的PCB表面相对应的位置上
2贴片工艺要求5
1贴装元器件的工艺要求a
各装配位号元器件的类型、型号、标称值和极性等特征标记要符合产品的装配图和明细表要求
贴装好的元器件要完好无损
贴装元器件焊端或引脚不小于1/2厚度要浸入焊膏
对于一般元器件贴片时的焊膏挤出量(长度)应小于0
2mm,对于窄间距元器件贴片时的焊膏挤出量(长度)应小于0
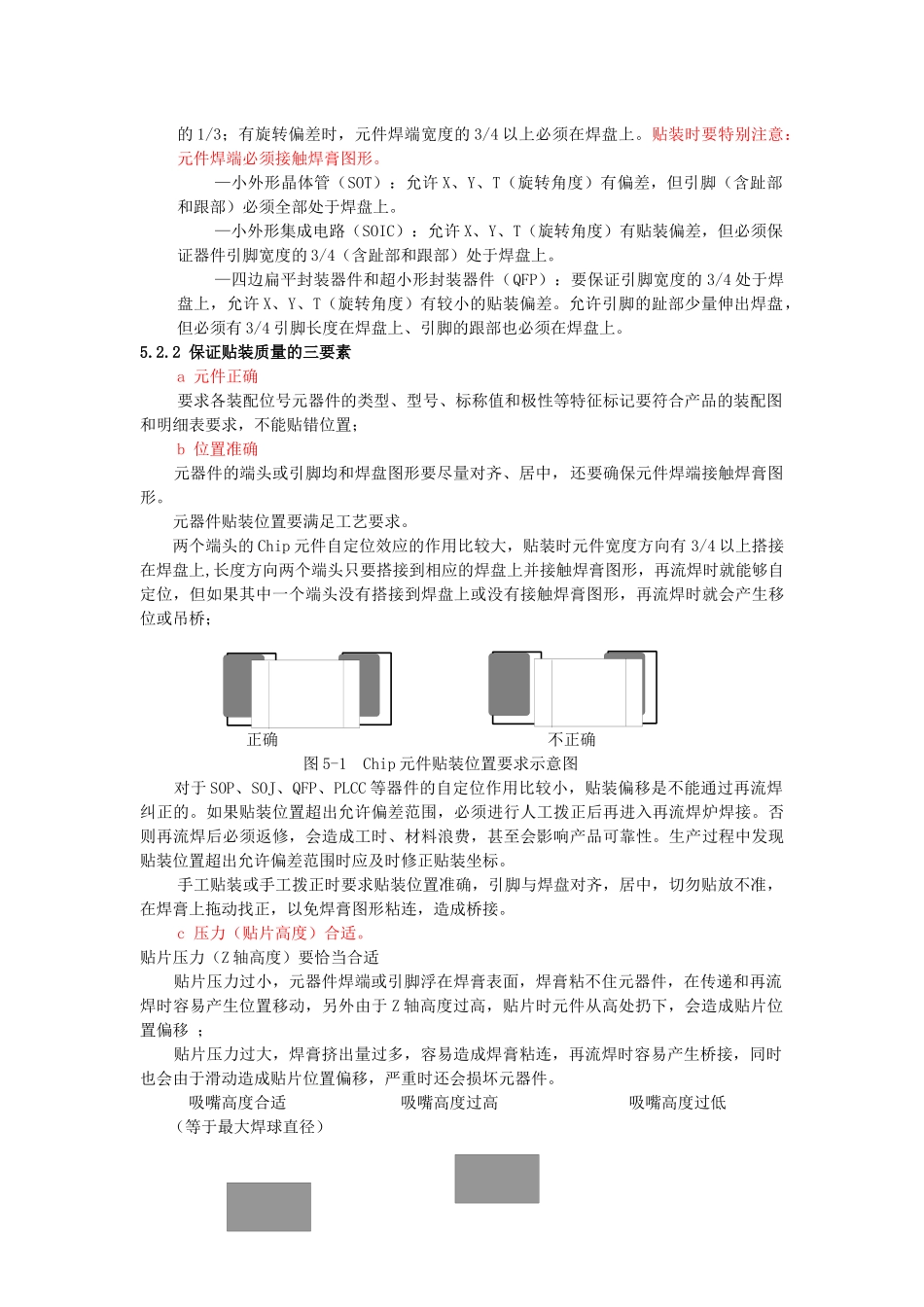
元器件的端头或引脚均和焊盘图形对齐、居中
由于再流焊时有自定位效应,因此元器件贴装位置允许有一定的偏差
允许偏差范围要求如下: