TQM研究专题一、研究动机通过近一个月的TQM系统学习,为了验证自已的学习效果,故联系本公司电脑线生产的实际,特此研究此专题
二、理由客户对电脑线的不良率要求非常苛刻,而电脑线外观不良率占电脑线总不良率的80%以上
由此而引起客户抱怨和退货的案子时有发生
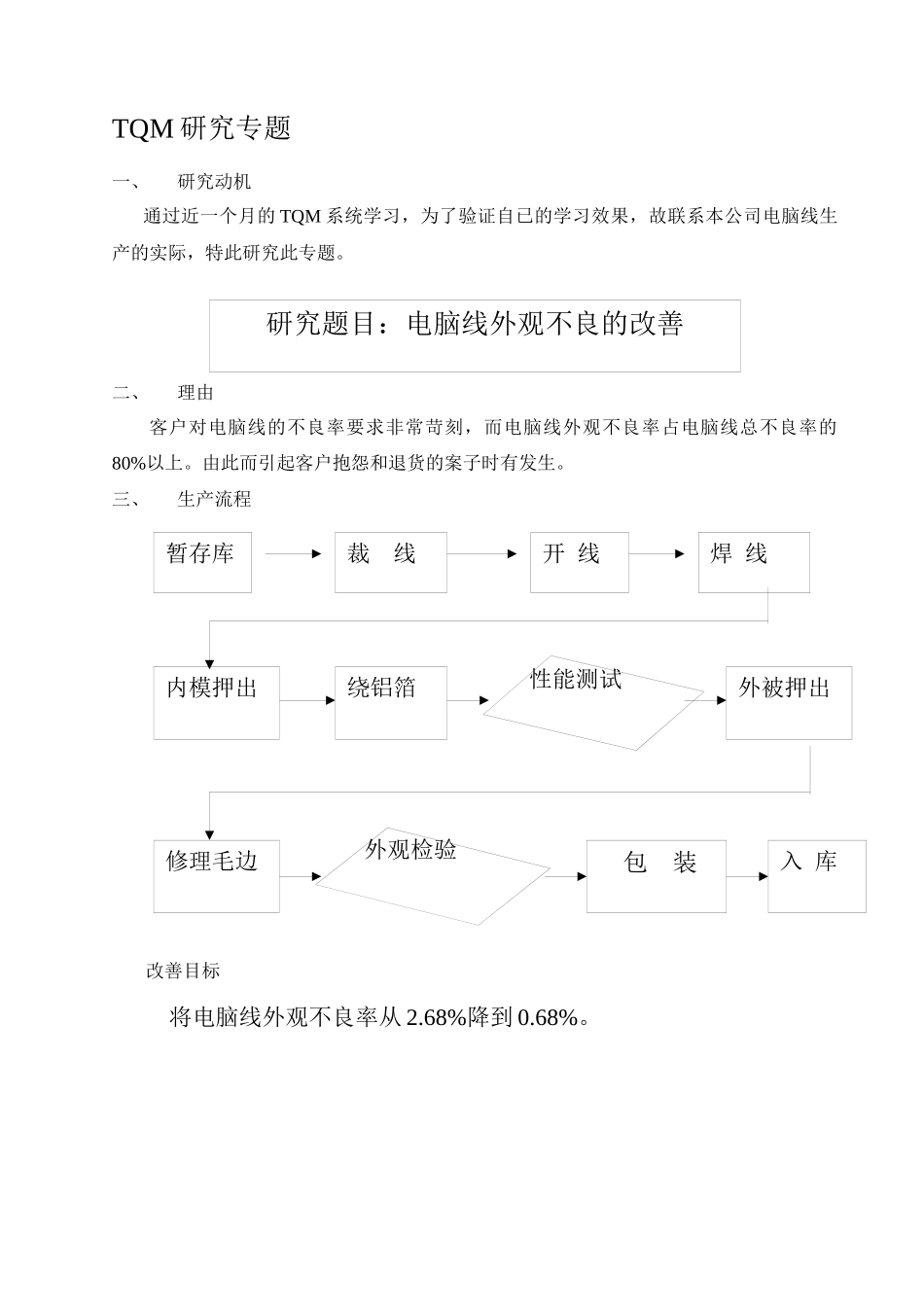
三、生产流程改善目标将电脑线外观不良率从2
68%降到0
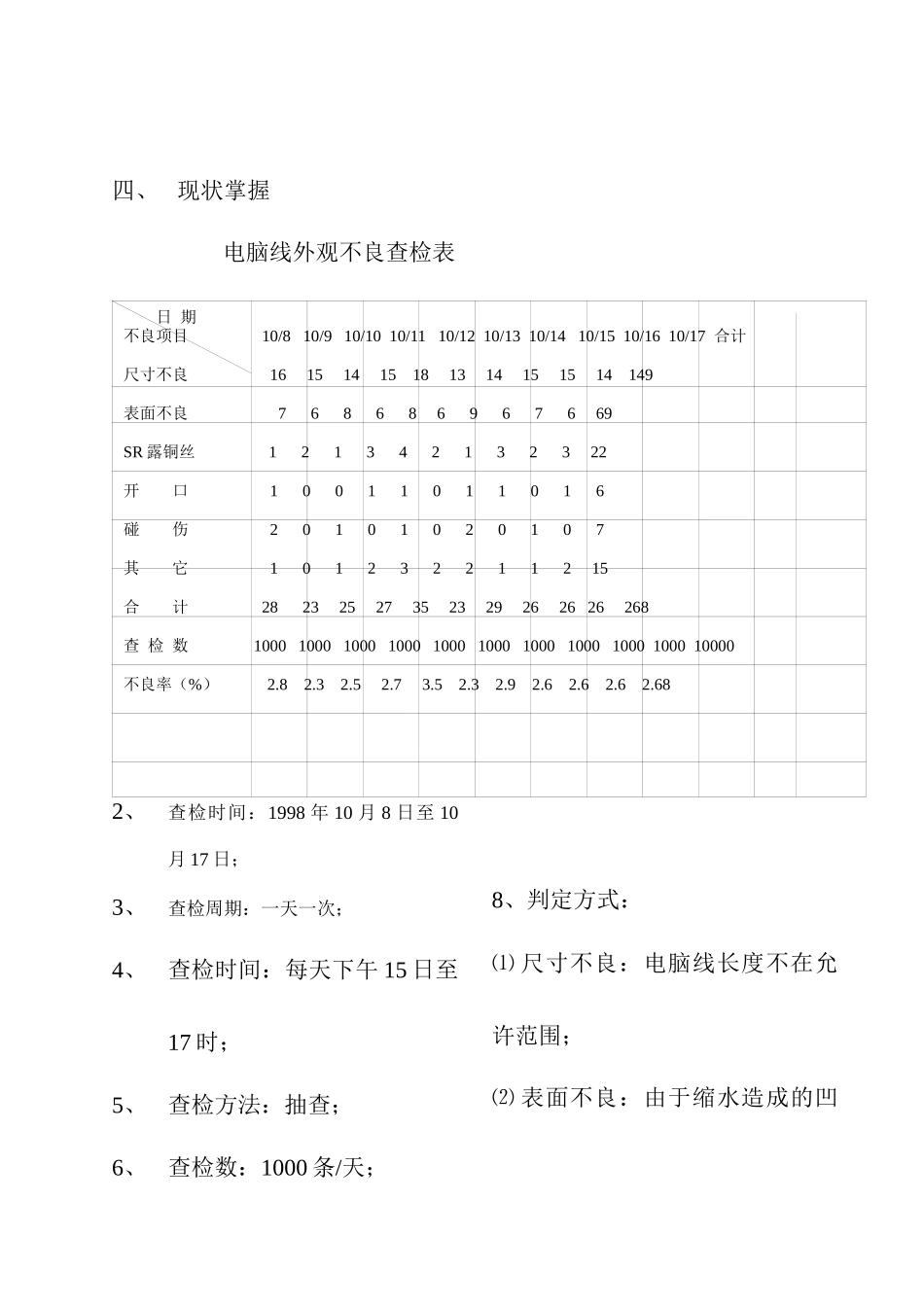
研究题目:电脑线外观不良的改善暂存库裁线开线焊线内模押出绕铝箔外被押出性能测试修理毛边外观检验包装入库四、现状掌握电脑线外观不良查检表1、查检人:李庆远;2、查检时间:1998年10月8日至10月17日;3、查检周期:一天一次;4、查检时间:每天下午15日至17时;5、查检方法:抽查;6、查检数:1000条/天;7、记录方式:阿拉佰数字
8、判定方式:⑴尺寸不良:电脑线长度不在允许范围;⑵表面不良:由于缩水造成的凹日期不良项目10/810/910/1010/1110/1210/1310/1410/1510/1610/17合计尺寸不良16151415181314151514149表面不良768686967669SR露铜丝121342132322开口10011011016碰伤20101020107其它101232211215合计28232527352329262626268查检数100010001000100010001000100010001000100010000不良率(%)2
68面;⑶SR露铜丝:接头与线材接口露铜丝;⑷开口:接头该吻合处出现裂缝;⑸碰伤:表面出现划痕
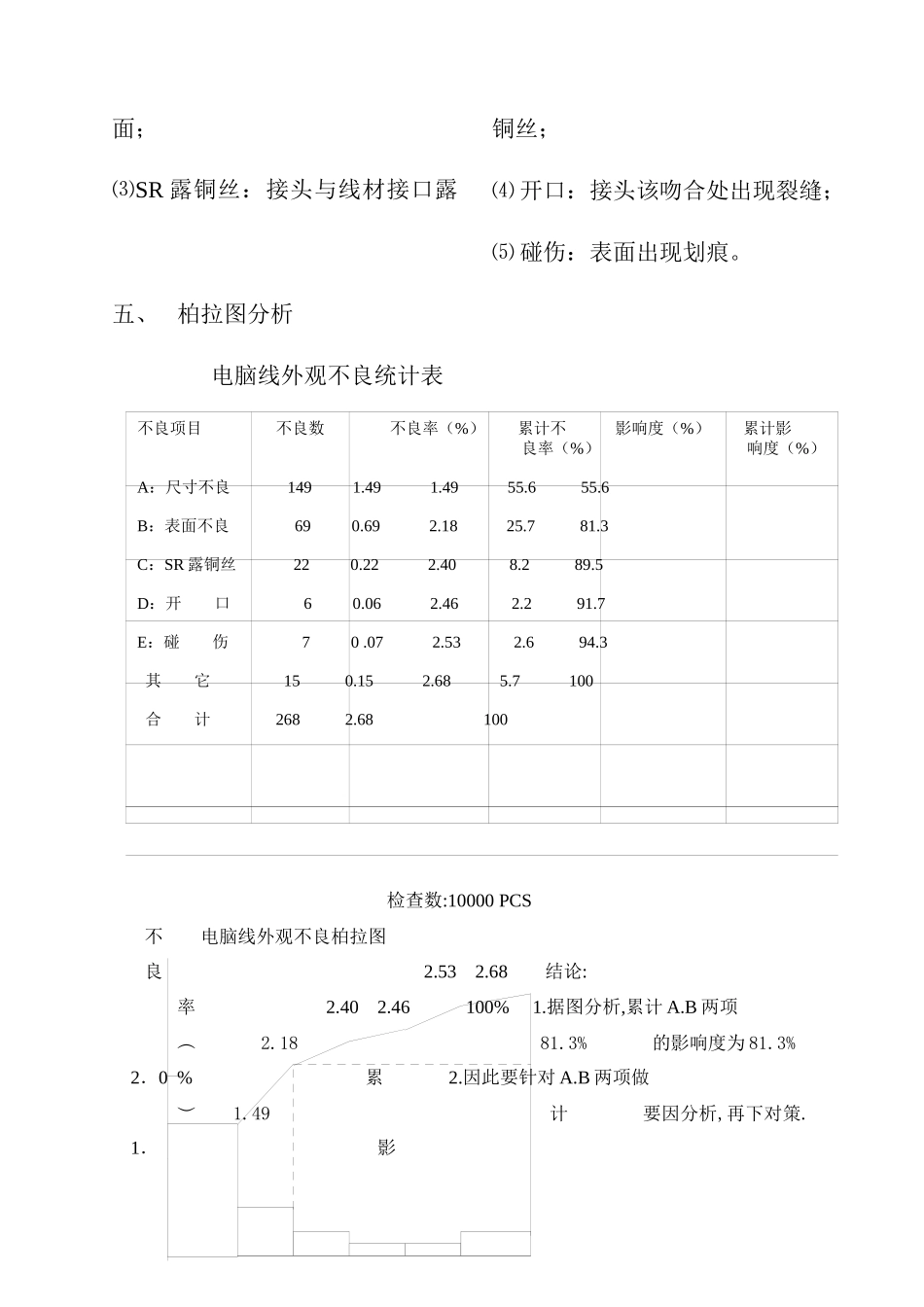
五、柏拉图分析电脑线外观不良统计表检查数:10000PCS不电脑线外观不良柏拉图良2
68结论:率2
46100%1
据图分析,累计A
3%的影响度为81
3%2.0%累2
因此要针对A