胀管施工工艺江苏溧阳锅炉设备安装工程集团公司第八公司胀接施工工艺第一章总则本工艺编制依据:1
《蒸汽锅炉安全技术监察规程》1996年276号;2
《工业锅炉胀接技术条件》ZJB980001-87;3
《低压水管锅炉胀接施工规程》
本工艺适用于工业锅炉管子与锅筒、管板胀接
第二章胀管前的工量准备为了保证胀管质量,在胀管前必须做好工具、量具、操作人员确定工作
胀管器胀管器选取必须符合ZJB980001-87规定,胀管器的胀珠、胀杆表面应光滑,不应有沟纹、撞伤、斑痕等现象;检查前清洗零件,同时查看各零件配合是否正确,胀杆不能弯曲,圆锥度一般为1:25,胀珠圆锥度为胀杆圆锥度的一半
胀杆与胀珠装配时,其轴线有1
5~2°的夹角,胀杆与胀珠基本上能保持线接触,以保证胀接质量
自行制作管子夹具及靠模、排管、角铁靠样,能牢固稳定管子即可
选用自行制作的“车床式”管子接头打磨机械,一端用龙门钳固定管头,露出长度200mm,实际打磨100~200mm,打磨靠装在滑动块上的电机带动三块活动砂轮块,根据向心旋转力打磨表面,依据滑块掌握打磨光度
管子内径用半圆锥清理干净
管孔打磨用内圆磨包细砂纸进行
其他工具有小木锤、线锤、内径百分表、游标卡尺、不带丝化纤布、CCL4或汽油
第三章管孔和管子第一节汽包上管孔的检查10
汽包的内部装置应拆除,以便清洗和检查汽包管孔
检查时应先清洗掉管孔壁上的防护涂料,检查管孔壁的加工质量,不得有砂眼、凹痕、边缘毛刺和纵向刻痕;纵向或螺旋形刻痕的深度不得大于0
5mm,宽度不得大于1mm,刻痕到孔边的距离不得小于孔壁厚度的1/3,并且不得小于4mm
管孔壁如有锈蚀,应用细砂布等不致使孔壁产生明显刻痕的工具,将孔壁处理至发出金属光泽
当距离胀管时间较长时,应涂好防锈油
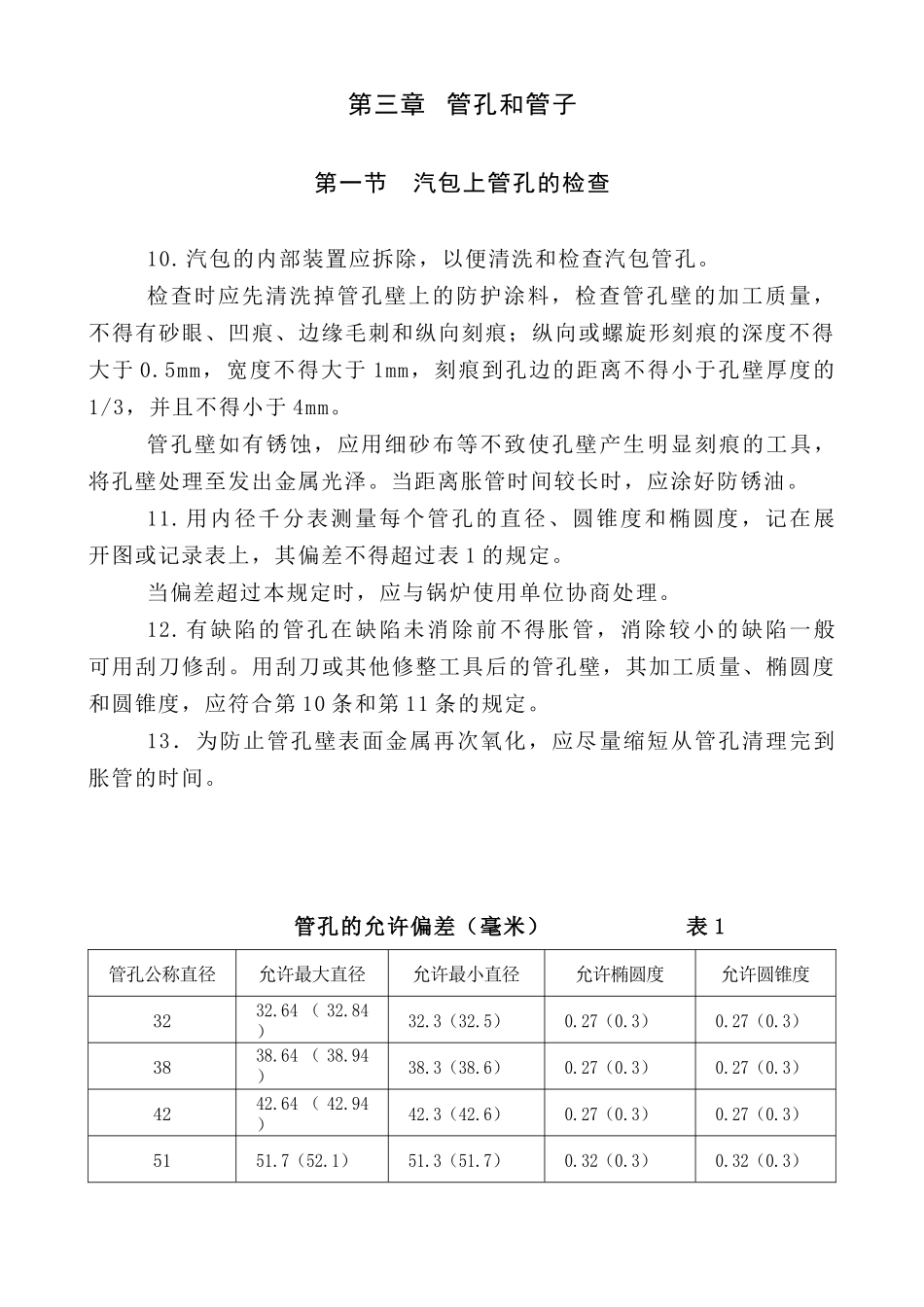
用内径千分表测量每个管孔的直径、圆锥度和椭圆度,记在展开图或记录表上,