西气东输二线管道工程用热轧板卷技术条件1范围本技术条件规定了西气东输二线管道工程制造螺旋缝埋弧焊钢管的热轧板卷的材质、制造、检查、试验及相关的要求
本技术条件适用于西气东输二线管道工程使用的APISpec5LX80钢级管径为1219的螺旋缝埋弧焊钢管制管用板卷
用本技术条件规定的板卷所制造的钢管适用于输送符合以下气质要求的天然气,且输送气体CH4含量大于92%
高位发热量,MJ/m3:>31
4总硫(以硫计),mg/m3:≤200硫化氢,mg/m3:≤20二氧化碳,%(V/V):≤3
0水露点,℃:在天然气交接点的压力和温度条件下,天然气的水露点应比最低环境温度低5℃
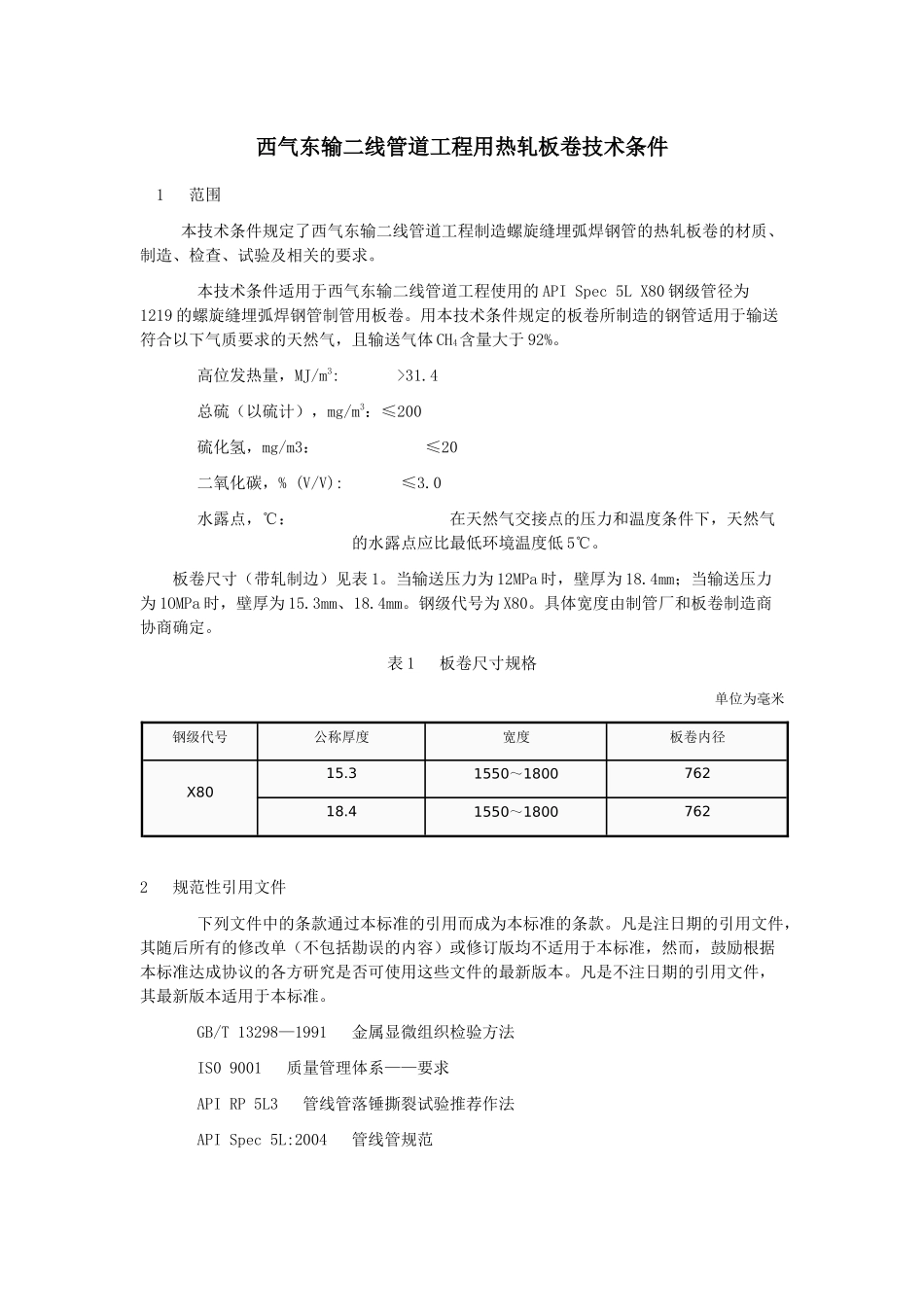
板卷尺寸(带轧制边)见表1
当输送压力为12MPa时,壁厚为18
4mm;当输送压力为1OMPa时,壁厚为15
3mm、18
钢级代号为X80
具体宽度由制管厂和板卷制造商协商确定
表1板卷尺寸规格单位为毫米钢级代号公称厚度宽度板卷内径X8015
31550~180076218
41550~18007622规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本
凡是不注日期的引用文件,其最新版本适用于本标准
GB/T13298—1991金属显微组织检验方法IS09001质量管理体系——要求APIRP5L3管线管落锤撕裂试验推荐作法APISpec5L:2004管线管规范ASTMA370钢产品机械性能试验的方法与定义ASTMA435钢板直射声束超声检验规范ASTMA751钢产品化学分析的试验方法、步骤和定义ASTME23金属材料缺口冲击试验ASTME45钢中夹杂物含量的确定方法NACETM0284管线和压力容器钢抗氢致开裂性能评价3术语和定义下