谈双机架可逆轧机的顺序控制鄂钢冷轧薄板厂梁飞周总基摘要:本文介绍了鄂钢双机架可逆轧机的顺序控制,着重介绍了自动减速、自动停车功能的计算
关键词:停车长度、自动停车、自动减速、顺序控制一、系统简介从冷轧的发展来看,由于热轧带钢成品厚度的不断减薄,加上薄板坯连铸连轧年产量仅80-150万,与其相配的冷轧机的结构发生了很大变化,传统五机架冷连轧对1
5mm的热轧原料来说显得设备能力过于富裕,同时五机架冷连轧对薄板坯连铸连轧来说产量亦显得过大
近年来由于强力冷轧机的发展(主电机功率及压下能力加大)单机架可逆冷轧及双机架可逆冷连轧有了发展空间
轧机采用长行程液压压下,液压窜辊机构及正负弯辊系统
配备了前后测厚仪、激光测速仪、测张仪、测压仪、成品侧配有检测平坦度的张力辊构成板形反馈控制系统
可逆冷轧机的控制功能与五机架冷连轧有许多相似之处
其主要功能包括:轧件及特征点跟踪轧制规范及设定模型模型的自适应及自学习AGC系统ASC系统开卷及卷取的张力控制自动加速、减速及自动停车控制
不同之处仅在于:以道次数代替机架数顺序控制比较繁杂,包括自动加速、自动减速、自动停车及可逆轧制
鄂钢1500mm双机架可逆轧机是我国仅有的四台双机架可逆轧机之一
它综合了单机架可逆轧机和连轧机的特点,可以根据轧制带钢的材质、规格和生产工艺条件选用不同的轧制道次,每道次的工艺参数(压下量、张力、速度等)也可以在一定范围内进行调整,这使轧机能在较大的范围内适应带钢材质、规格和卷重的变化,并且通过工艺调节能灵活地应付各种变换
轧制方式非常灵活,并且电气基础自动化控制系统具有可逆单机架和连轧机的控制理念,在板型调节,生产安排方面具有一定的优越性
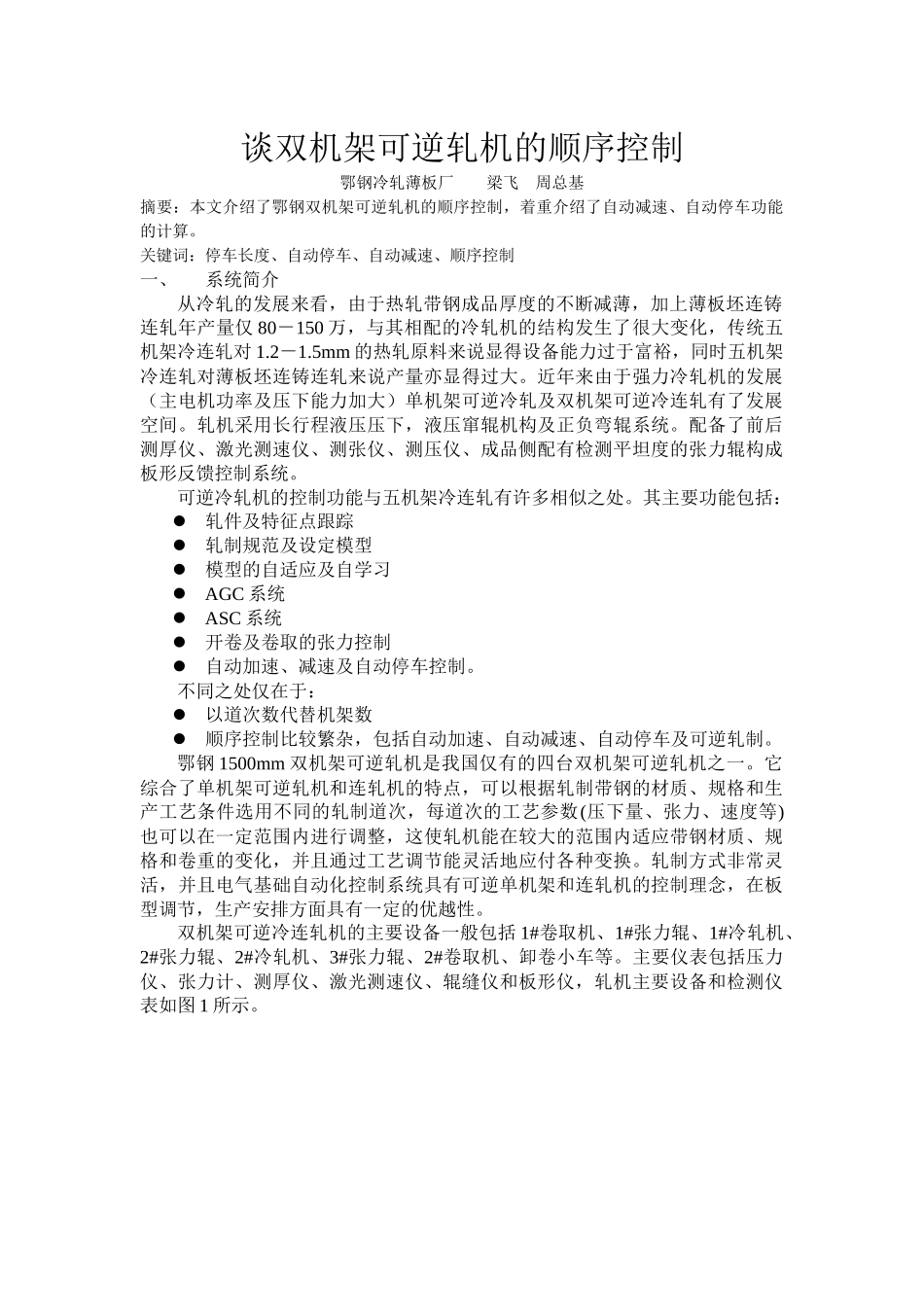
双机架可逆冷连轧机的主要设备一般包括1#卷取机、1#张力辊、1#冷轧机、2#张力辊、2#冷轧机、3#张力辊、2#卷取机、卸卷小车等
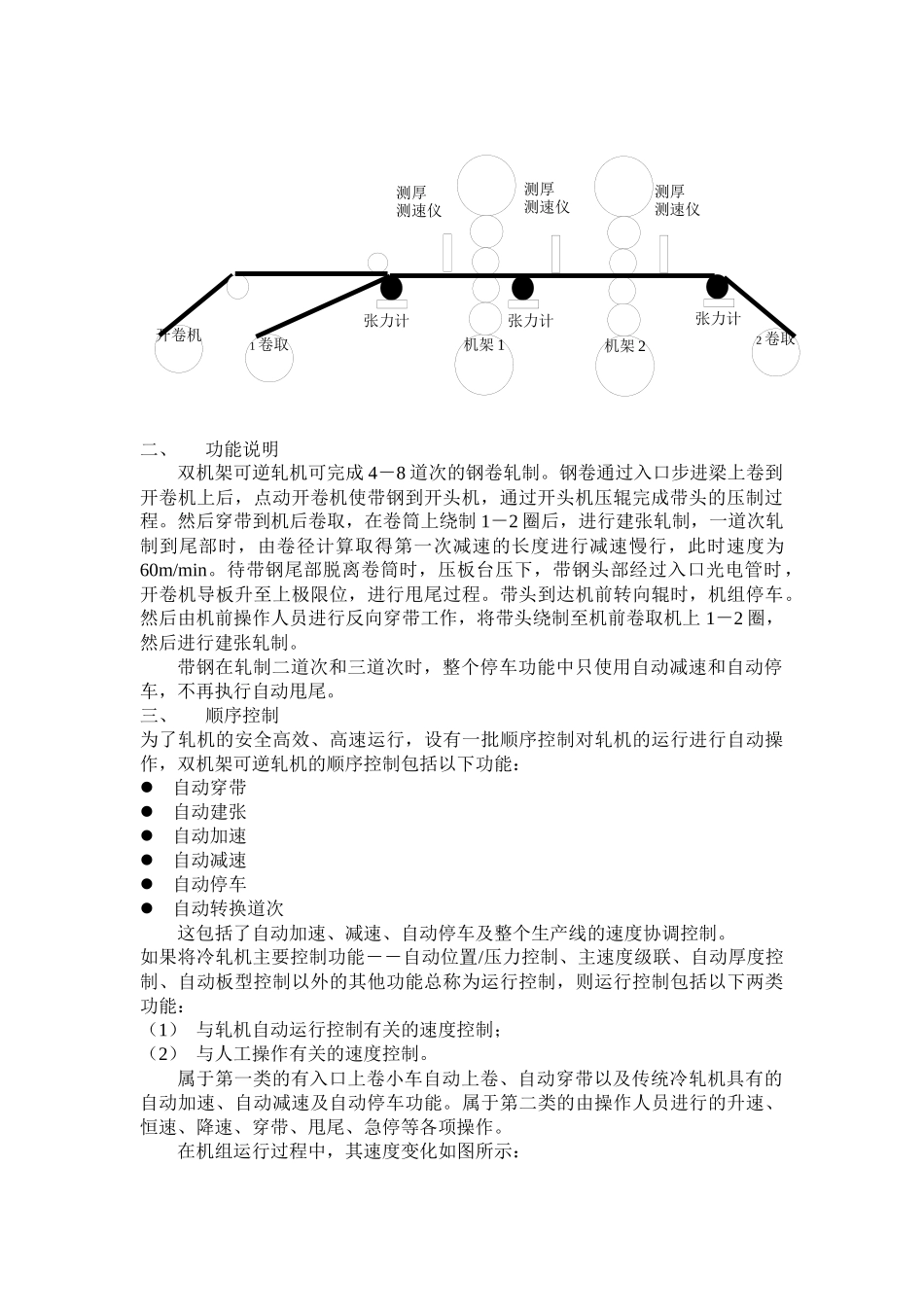
主要仪表包括压力仪、