工艺管道施工技术措施目录1、工程简介2、施工程序3、施工方法4、采用标准5、质量保证措施6、安全注意事项7、需要施工机械1、工程简介台塑宁波有限公司ABS工程工艺管道工程的安装工程量约28000DB,主要材料为碳钢不锈钢两大类
碳钢有:A53、A106
不锈钢由304、316、316L
管道最小壁厚为1
53mm,最大壁厚约为
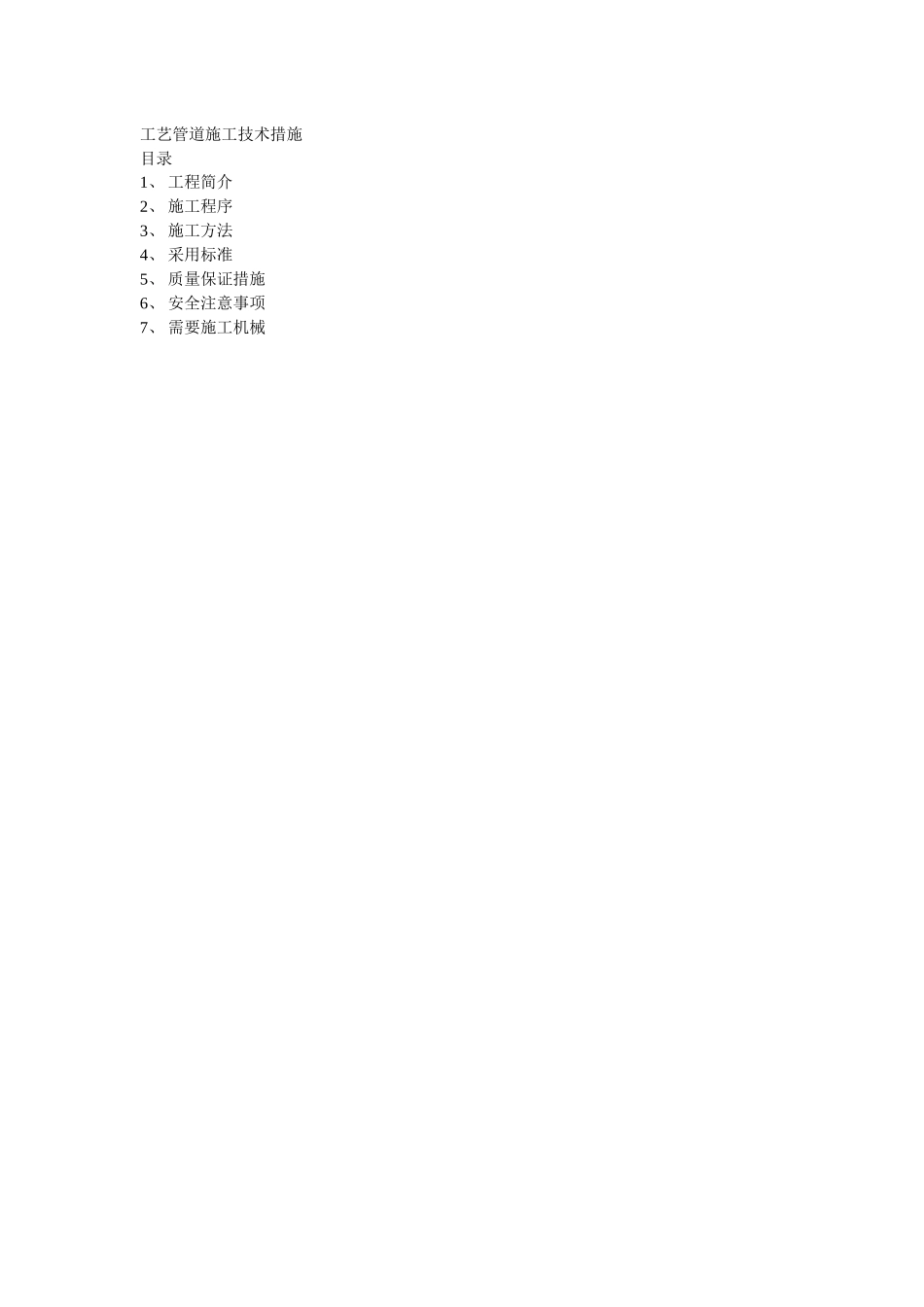
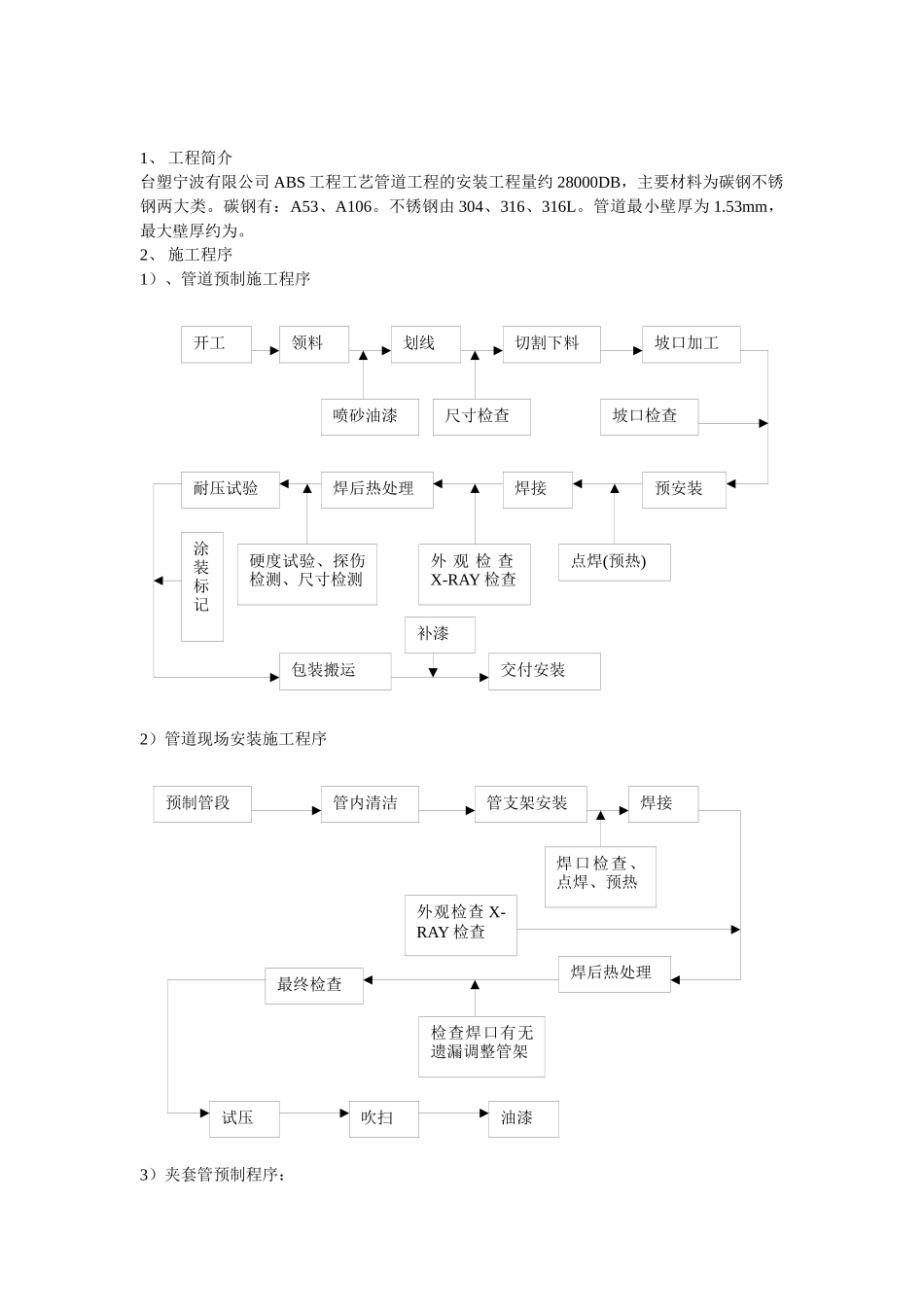
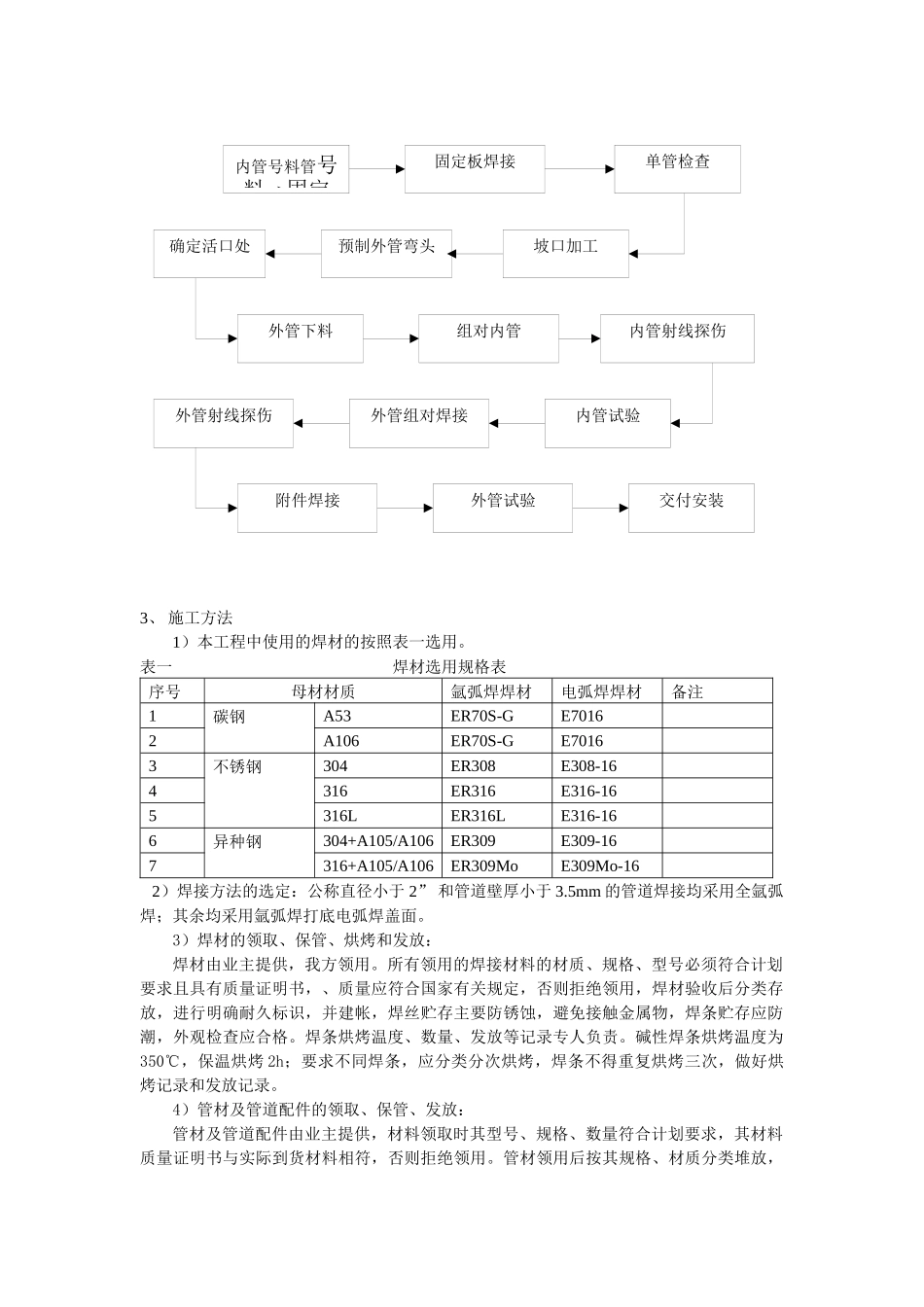
2、施工程序1)、管道预制施工程序2)管道现场安装施工程序3)夹套管预制程序:开工领料划线切割下料喷砂油漆尺寸检查坡口加工坡口检查预安装焊接点焊(预热)外观检查X-RAY检查焊后热处理耐压试验硬度试验、探伤检测、尺寸检测涂装标记包装搬运交付安装补漆预制管段管内清洁管支架安装焊接焊口检查、点焊、预热外观检查X-RAY检查焊后热处理最终检查检查焊口有无遗漏调整管架试压吹扫油漆3、施工方法1)本工程中使用的焊材的按照表一选用
表一焊材选用规格表序号母材材质氩弧焊焊材电弧焊焊材备注1碳钢A53ER70S-GE70162A106ER70S-GE70163不锈钢304ER308E308-164316ER316E316-165316LER316LE316-166异种钢304+A105/A106ER309E309-167316+A105/A106ER309MoE309Mo-162)焊接方法的选定:公称直径小于2”和管道壁厚小于3
5mm的管道焊接均采用全氩弧焊;其余均采用氩弧焊打底电弧焊盖面
3)焊材的领取、保管、烘烤和发放:焊材由业主提供,我方领用
所有领用的焊接材料的材质、规格、型号必须符合计划要求且具有质量证明书,、质量应符合国家有关规定,否则拒绝领用,焊材验收后分类存放,进行明确耐久标识,并建帐,焊丝贮存主要防锈蚀,避免接触金属物,焊条贮存应防潮,外观检查应合格
焊条烘烤温度、数量、发放等记录专人负责
碱性焊条烘烤温度为350℃,保温烘烤2h;要求不同焊条,