第1页共9页原材料检验材质复试施焊预留收缩余量、刨边、铣平矫正、边缘加工控制矫正时的强度、矫正后的允许偏差,控制刨边偏差制孔孔的精度、孔距组装清铁锈、油污、毛刺,检查轴线交点、焊条型号,1:1放样,留出拱度切割下料表面清理,清边缘熔瘤、飞溅物,清除毛刺焊接焊工持证上岗,焊条型号、合格证外观检查、无损检验气孔、咬肉、焊缝余高、长度、裂缝、夹渣、凹面值、焊脚宽等超声波探伤(未焊透、气孔)除锈、涂防锈漆层,编号发送质量合格,除锈、质量等级涂料厚度,转运防变形构件验收外形、几何尺寸、起拱、技术文件、质量评定资料、构件及零附件清单编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共9页4
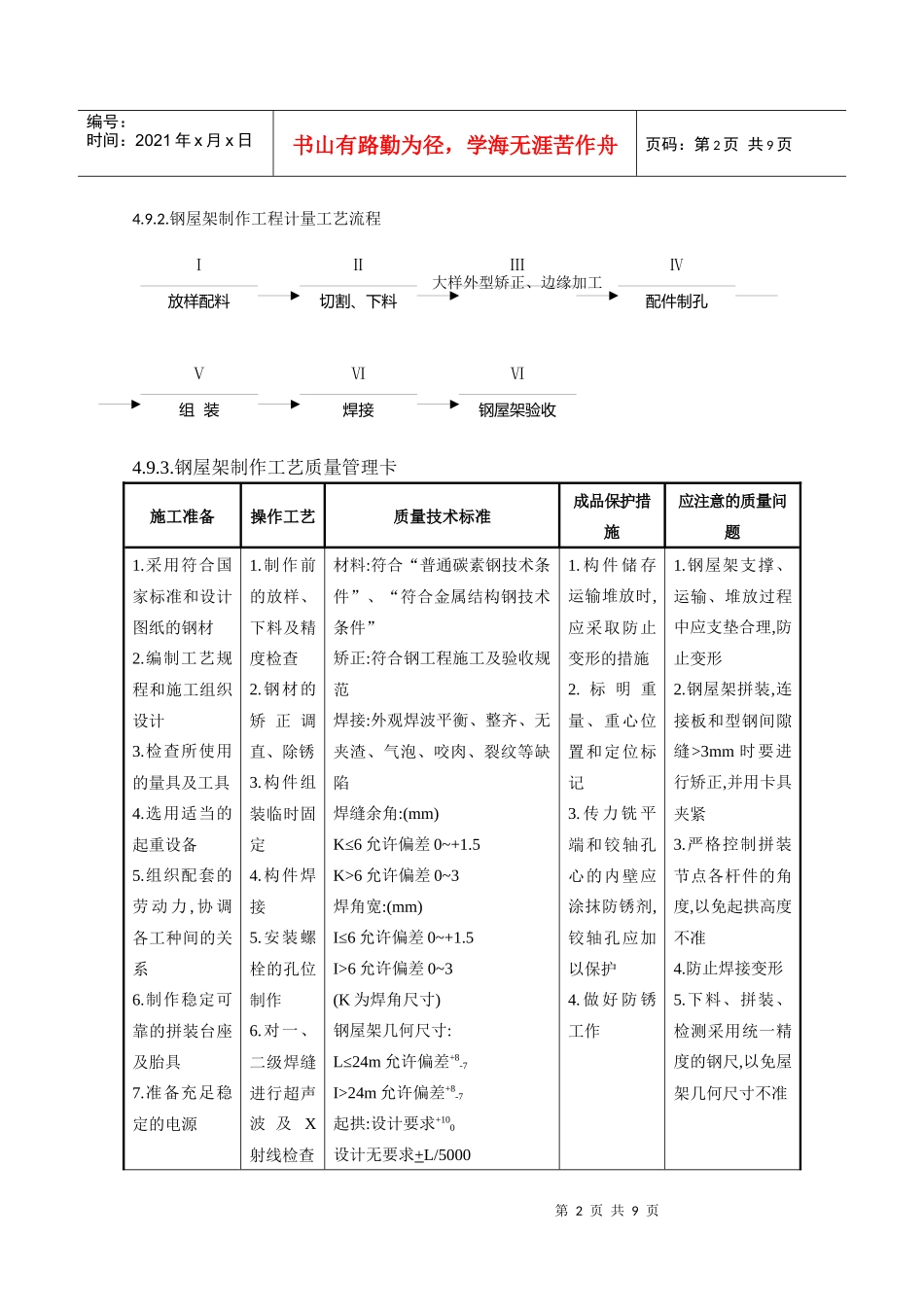
钢屋架制作工程工艺流程第2页共9页第1页共9页Ⅰ放样配料Ⅱ切割、下料Ⅲ大样外型矫正、边缘加工Ⅳ配件制孔Ⅴ组装Ⅵ焊接Ⅵ钢屋架验收编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共9页4
钢屋架制作工程计量工艺流程4
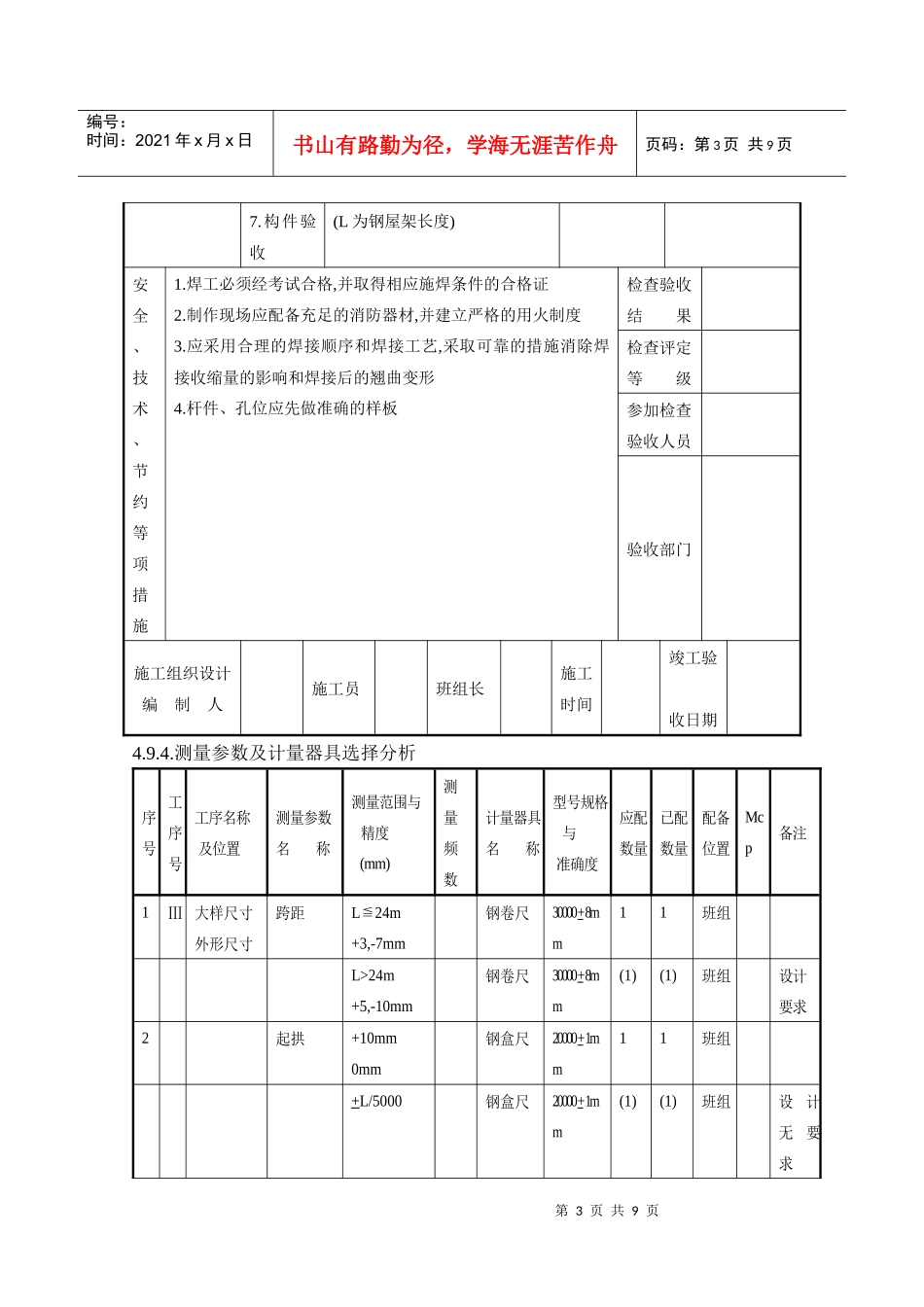
钢屋架制作工艺质量管理卡施工准备操作工艺质量技术标准成品保护措施应注意的质量问题1
采用符合国家标准和设计图纸的钢材2
编制工艺规程和施工组织设计3
检查所使用的量具及工具4
选用适当的起重设备5
组织配套的劳动力,协调各工种间的关系6
制作稳定可靠的拼装台座及胎具7
准备充足稳定的电源1
制作前的放样、下料及精度检查2
钢材的矫正调直、除锈3
构件组装临时固定4
安装螺栓的孔位制作6
对一、二级焊缝进行超声波及X射线检查材料:符合“普通碳素钢技术条件”、“符合金属结构钢技术条件”矫正:符合钢工程施工及验收规范焊接:外观焊波平衡、整齐、无夹渣、气泡、咬肉、裂纹等缺陷焊缝余角:(mm)K≤6允许偏差0~+1
5K>6允许偏差0~3焊角宽:(mm)I≤6允许偏差0~+1
5I>6允许偏差0~3(K为焊角尺寸)钢屋