核电站焊接质量控制山东电建二公司赵红军摘要:由于焊接质量直接关系着核电站的安全、稳定运行,焊接质量控制在施工过程中显得尤其重要
本文以岭澳核电站常规岛安装工程为例,叙述了核电站安装工程的焊接质量控制
关键词:焊接质量控制由于石油、天然气和煤的成本不断攀升,目前,世界各国都在打核电的主意
一度受到冷落的核能发电,在国际能源结构中的地位将逐步提高,核电站建设也成为世界各国的热点话题
种种迹象也正在表明,目前欧美不少国家正在调整能源政策,扩大核电比重,以解决未来的电力需求
近期,我国政府也审议并原则通过《核电中长期发展规划(2005—2020年)》,核电发展战略由“适当发展”向“积极发展”转变,到2020年,我国的核电装机容量将从现在的870万千瓦达到4000万千瓦
4000万千瓦的容量意味着还需要新开工建设30台左右的百万千瓦级核电机组,核电建设将在这15年的时间里翻一番
而焊接质量是反应机组安装水平的重要指标之一,焊接质量的好坏直接关系到安装质量能否达到合同的要求,保证机组长期、稳定、安全的运行
如何保证焊接质量,使焊接质量处于可控状态是一项十分重要的任务
本文以岭澳核电站常规岛安装工程为例,叙述了核电站安装工程的焊接质量控制,希望对以后参加核电建设的建设者有所借鉴
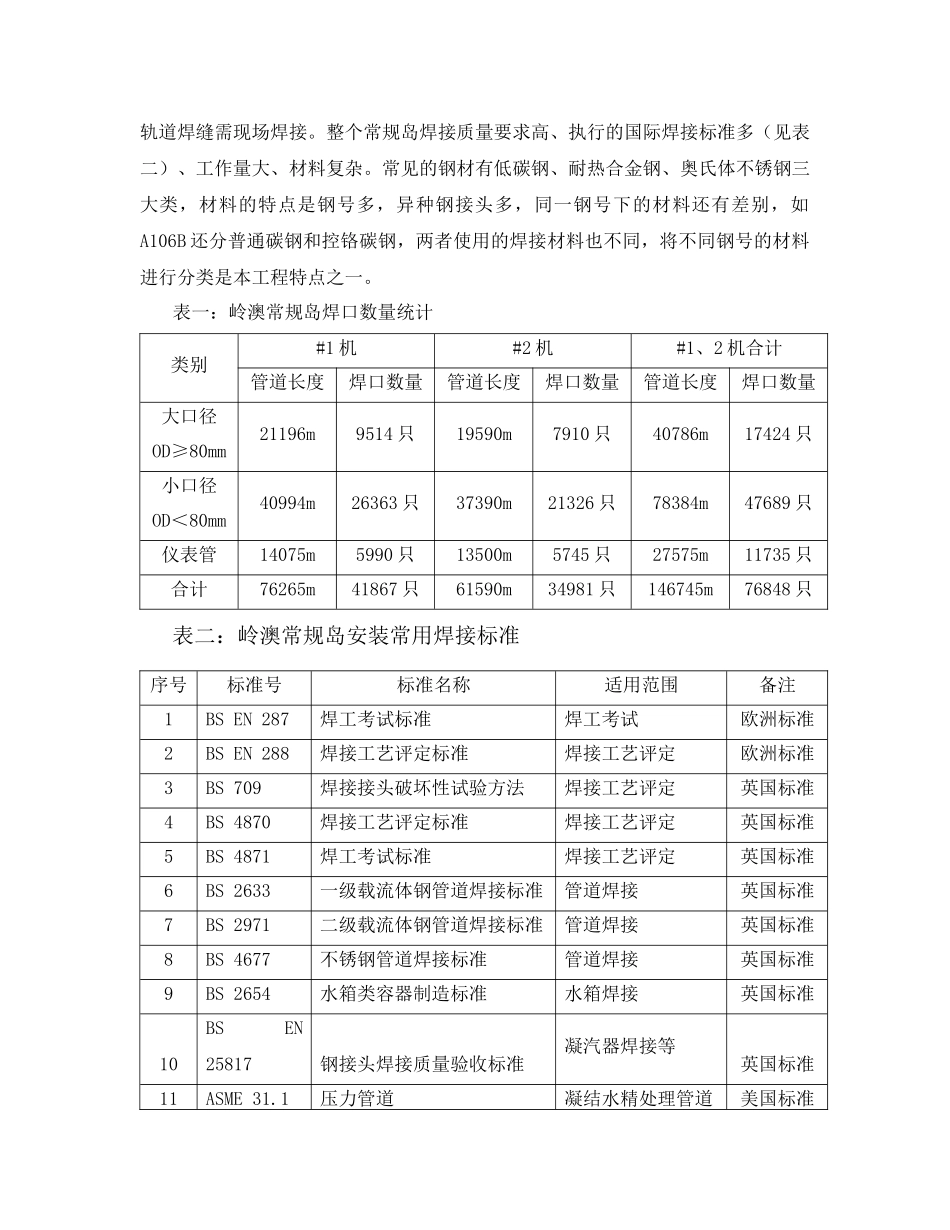
1焊接工程简介岭澳核电站2×1000MW常规岛安装大小口径管道总长146745米,有焊口76848余只(见表一)
每台机各有一台φ4200×50000毫米(分4段供货)的大型除氧器需要现场组合焊接及热处理,三台大型凝汽器需要在现场进行组合焊接,16个轨道焊缝需现场焊接
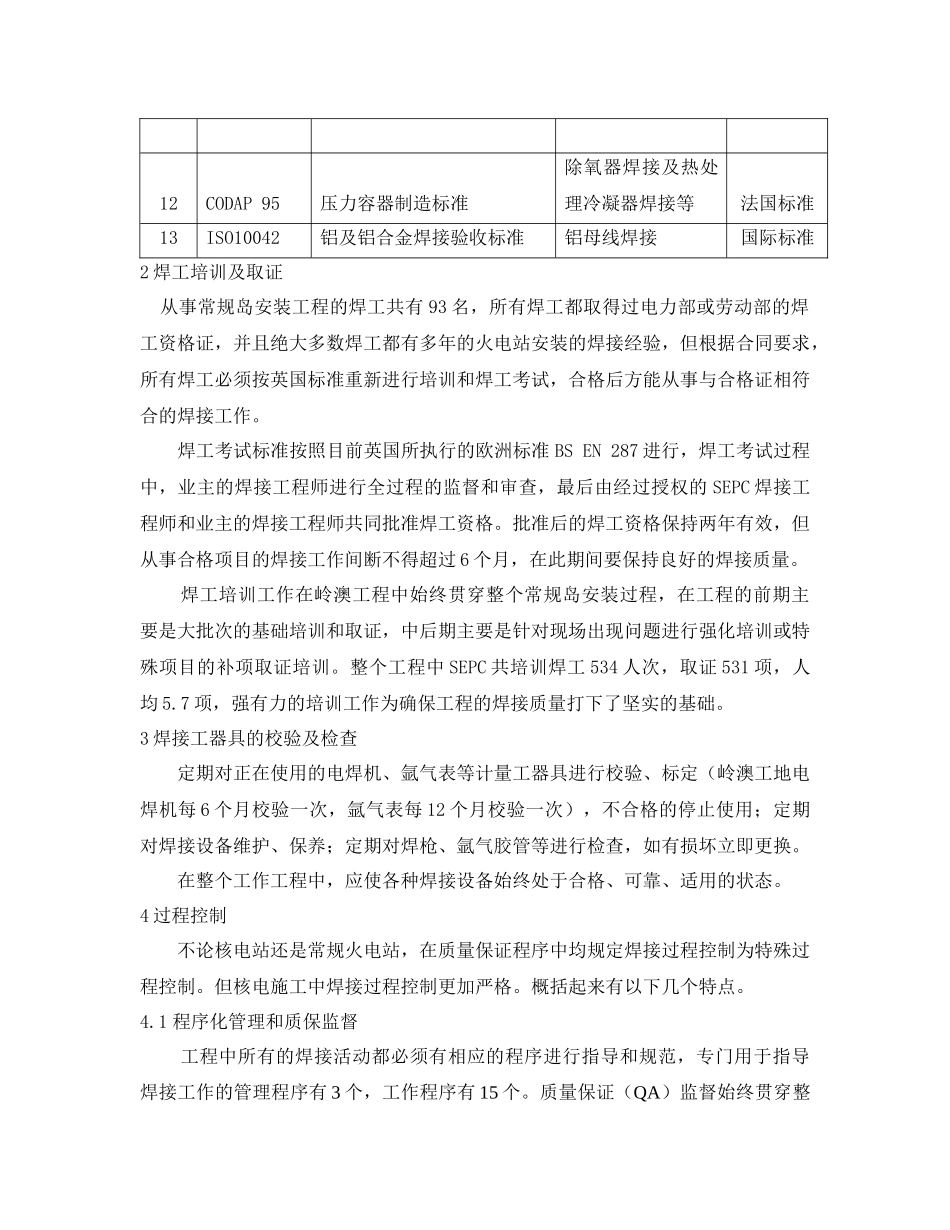
整个常规岛焊接质量要求高、执行的国际焊接标准多(见表二)、工作量大、材料复杂
常见的钢材有低碳钢、耐热合金钢、奥氏体不锈钢三大类,材料的特点是钢号多,异种钢接头多,同一钢号下的材料还有差别,如A106B还分普通碳钢和控铬碳钢,两者使用的焊接材料也不