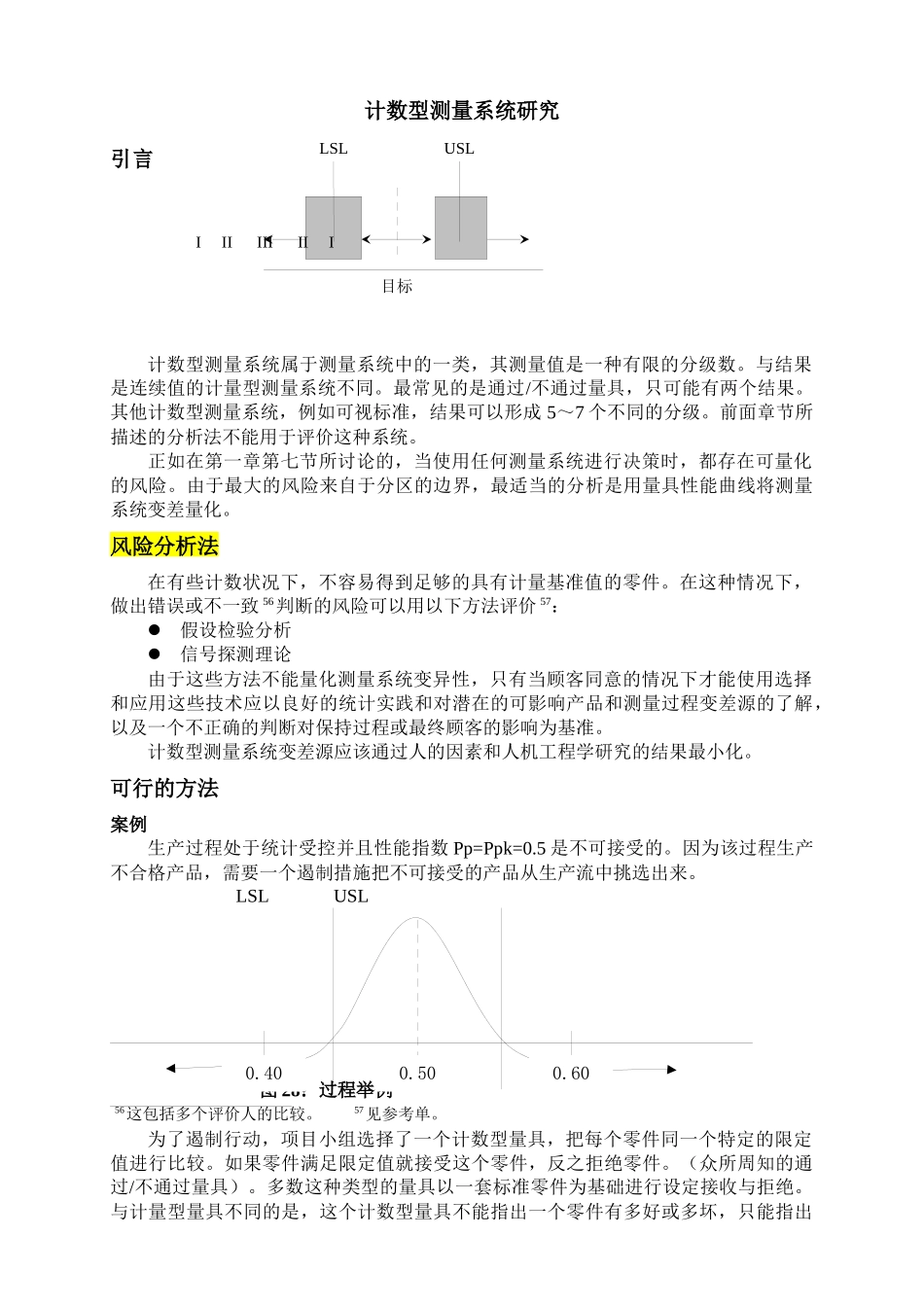
计数型测量系统研究引言IIIIIIIII计数型测量系统属于测量系统中的一类,其测量值是一种有限的分级数
与结果是连续值的计量型测量系统不同
最常见的是通过/不通过量具,只可能有两个结果
其他计数型测量系统,例如可视标准,结果可以形成5~7个不同的分级
前面章节所描述的分析法不能用于评价这种系统
正如在第一章第七节所讨论的,当使用任何测量系统进行决策时,都存在可量化的风险
由于最大的风险来自于分区的边界,最适当的分析是用量具性能曲线将测量系统变差量化
风险分析法在有些计数状况下,不容易得到足够的具有计量基准值的零件
在这种情况下,做出错误或不一致56判断的风险可以用以下方法评价57:假设检验分析信号探测理论由于这些方法不能量化测量系统变异性,只有当顾客同意的情况下才能使用选择和应用这些技术应以良好的统计实践和对潜在的可影响产品和测量过程变差源的了解,以及一个不正确的判断对保持过程或最终顾客的影响为基准
计数型测量系统变差源应该通过人的因素和人机工程学研究的结果最小化
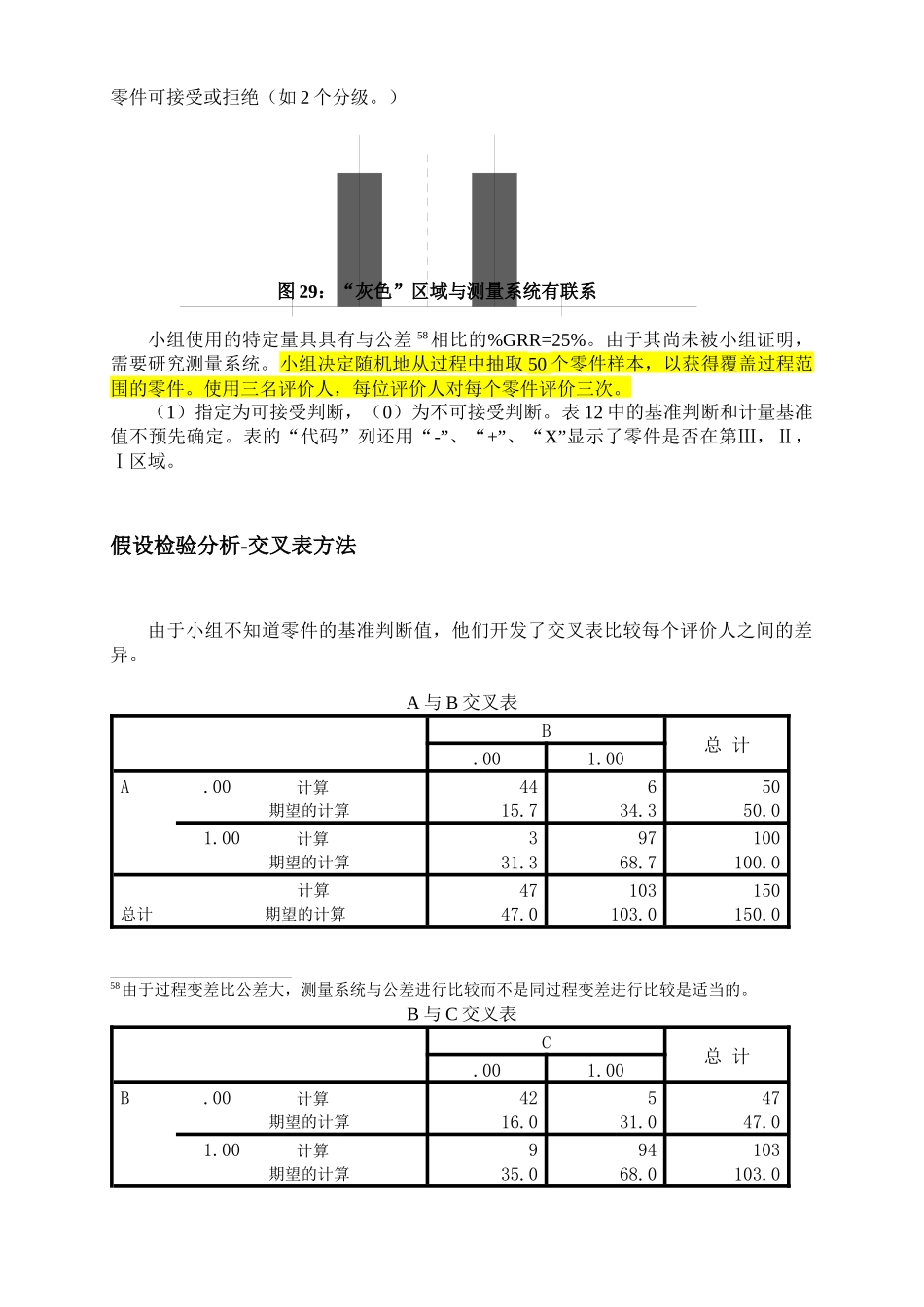
可行的方法案例生产过程处于统计受控并且性能指数Pp=Ppk=0
5是不可接受的
因为该过程生产不合格产品,需要一个遏制措施把不可接受的产品从生产流中挑选出来
LSLUSL图28:过程举例56这包括多个评价人的比较
57见参考单
为了遏制行动,项目小组选择了一个计数型量具,把每个零件同一个特定的限定值进行比较
如果零件满足限定值就接受这个零件,反之拒绝零件
(众所周知的通过/不通过量具)
多数这种类型的量具以一套标准零件为基础进行设定接收与拒绝
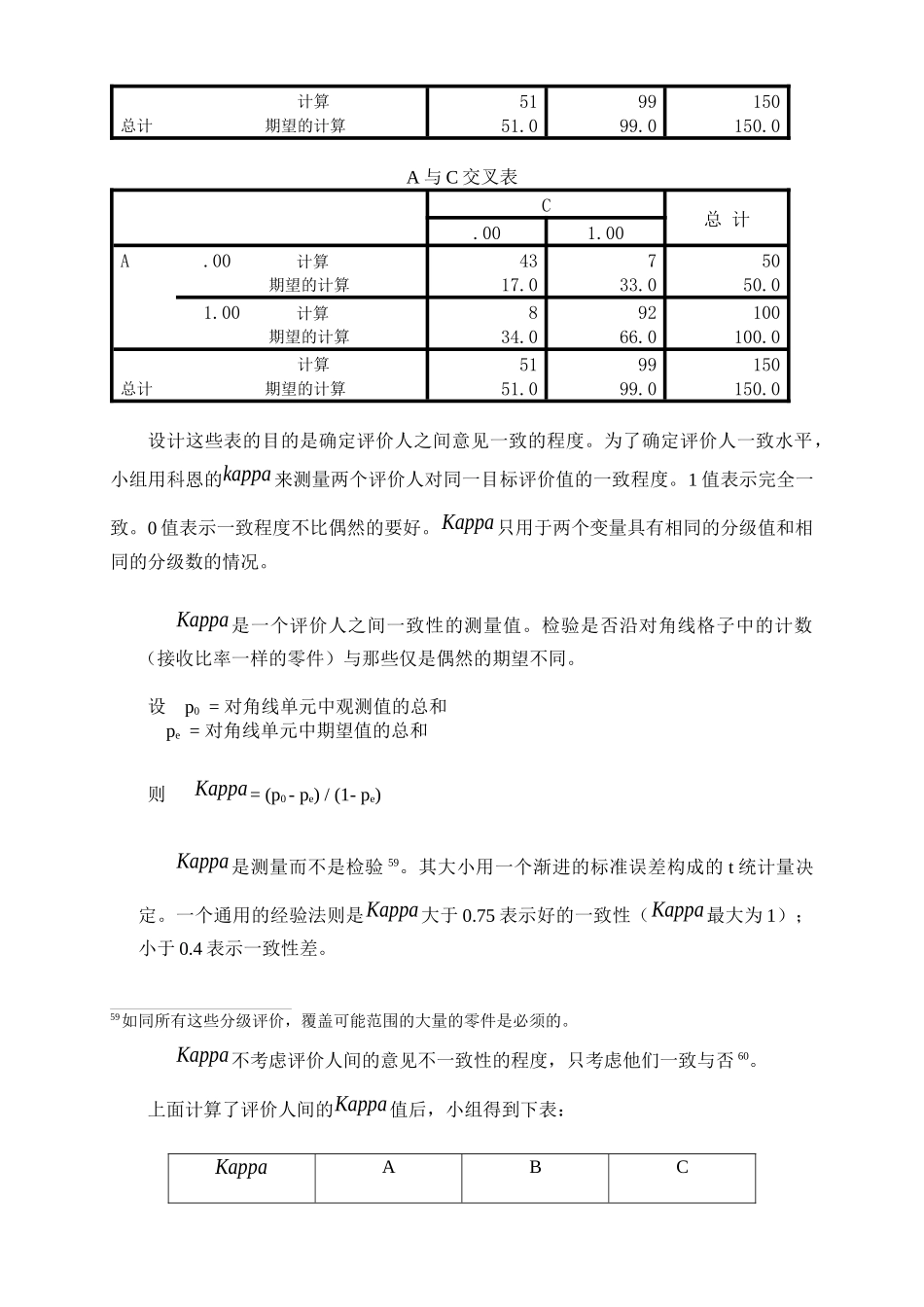
与计量型量具不同的是,这个计数型量具不能指出一个零件有多好或多坏,只能指出目标USLLSL0
60零件可接受或拒绝(如2个分级
)图29:“灰色”区域与测量系统有联系小组使用的特定量具具有与公差58相比的%GRR=25%
由于其尚未被小组证明,需要研究测