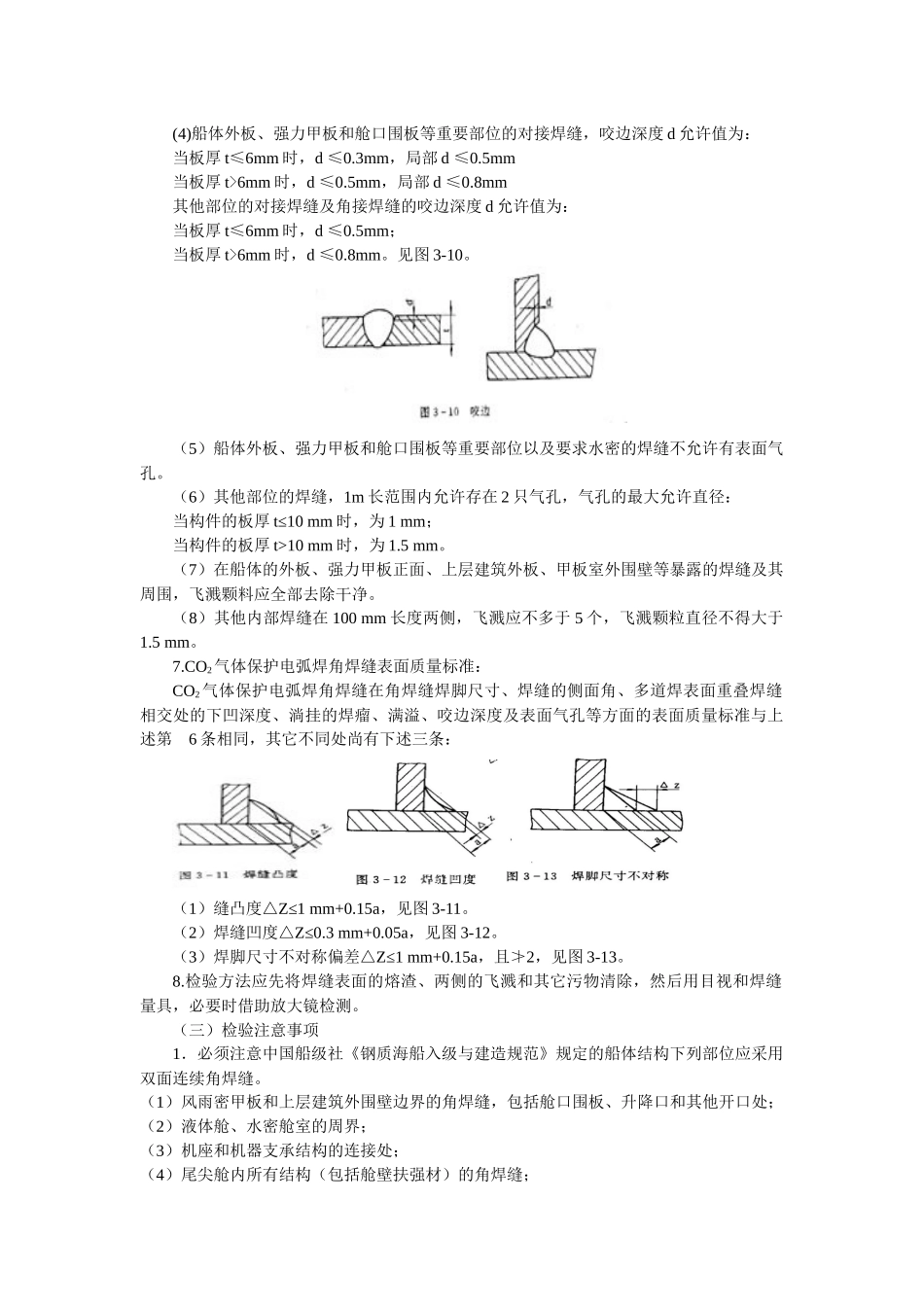
(4)船体外板、强力甲板和舱口围板等重要部位的对接焊缝,咬边深度d允许值为:当板厚t≤6mm时,d≤0
3mm,局部d≤0
5mm当板厚t>6mm时,d≤0
5mm,局部d≤0
8mm其他部位的对接焊缝及角接焊缝的咬边深度d允许值为:当板厚t≤6mm时,d≤0
5mm;当板厚t>6mm时,d≤0
见图3-10
(5)船体外板、强力甲板和舱口围板等重要部位以及要求水密的焊缝不允许有表面气孔
(6)其他部位的焊缝,1m长范围内允许存在2只气孔,气孔的最大允许直径:当构件的板厚t≤10mm时,为1mm;当构件的板厚t>10mm时,为1
(7)在船体的外板、强力甲板正面、上层建筑外板、甲板室外围壁等暴露的焊缝及其周围,飞溅颗料应全部去除干净
(8)其他内部焊缝在100mm长度两侧,飞溅应不多于5个,飞溅颗粒直径不得大于1
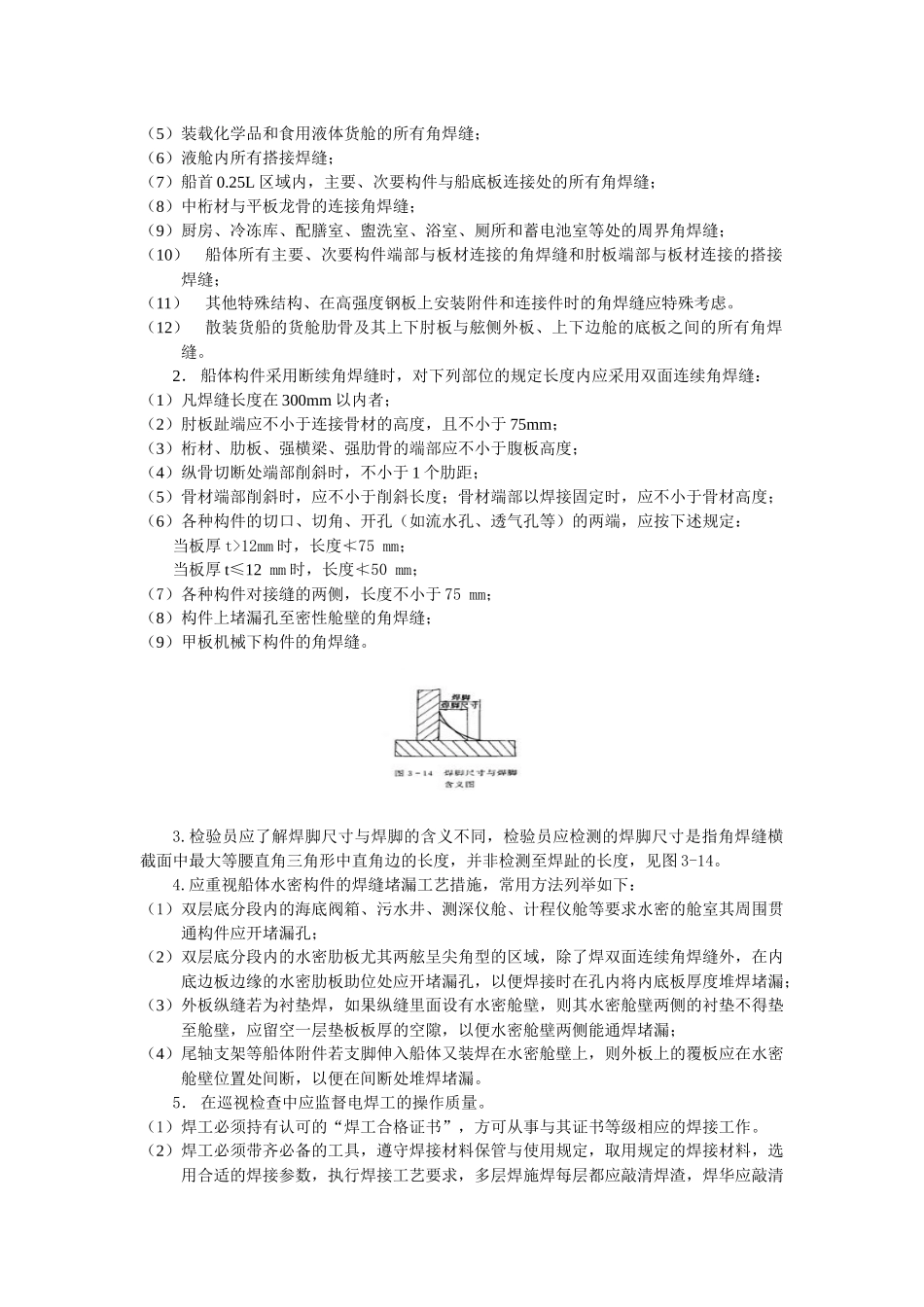
CO2气体保护电弧焊角焊缝表面质量标准:CO2气体保护电弧焊角焊缝在角焊缝焊脚尺寸、焊缝的侧面角、多道焊表面重叠焊缝相交处的下凹深度、淌挂的焊瘤、满溢、咬边深度及表面气孔等方面的表面质量标准与上述第6条相同,其它不同处尚有下述三条:(1)缝凸度△Z≤1mm+0
15a,见图3-11
(2)焊缝凹度△Z≤0
05a,见图3-12
(3)焊脚尺寸不对称偏差△Z≤1mm+0
15a,且≯2,见图3-13
检验方法应先将焊缝表面的熔渣、两侧的飞溅和其它污物清除,然后用目视和焊缝量具,必要时借助放大镜检测
(三)检验注意事项1.必须注意中国船级社《钢质海船入级与建造规范》规定的船体结构下列部位应采用双面连续角焊缝
(1)风雨密甲板和上层建筑外围壁边界的角焊缝,包括舱口围板、升降口和其他开口处;(2)液体舱、水密舱室的周界;(3)机座和机器支承结构的连接处;(4)尾尖舱内所有结构(包括舱壁扶强材)的角焊缝;(5)装载化学品和食用液体