第1页共34页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共34页第一章数控系统介绍本实训室配备有华中Ⅰ型车削、铣削数控系统的模拟软件以及对应的硬加密狗,SIENUMENS810D铣加工中心数控系统
第一节华中Ⅰ型车削数控系统华中Ⅰ型车削数控系统是(HCNC—1T)华中理工大学、武汉华中数控系统有限公司研制开发出来的
在保证系统可靠性的基础上,为用户提供了一个简捷、方便的操作平台
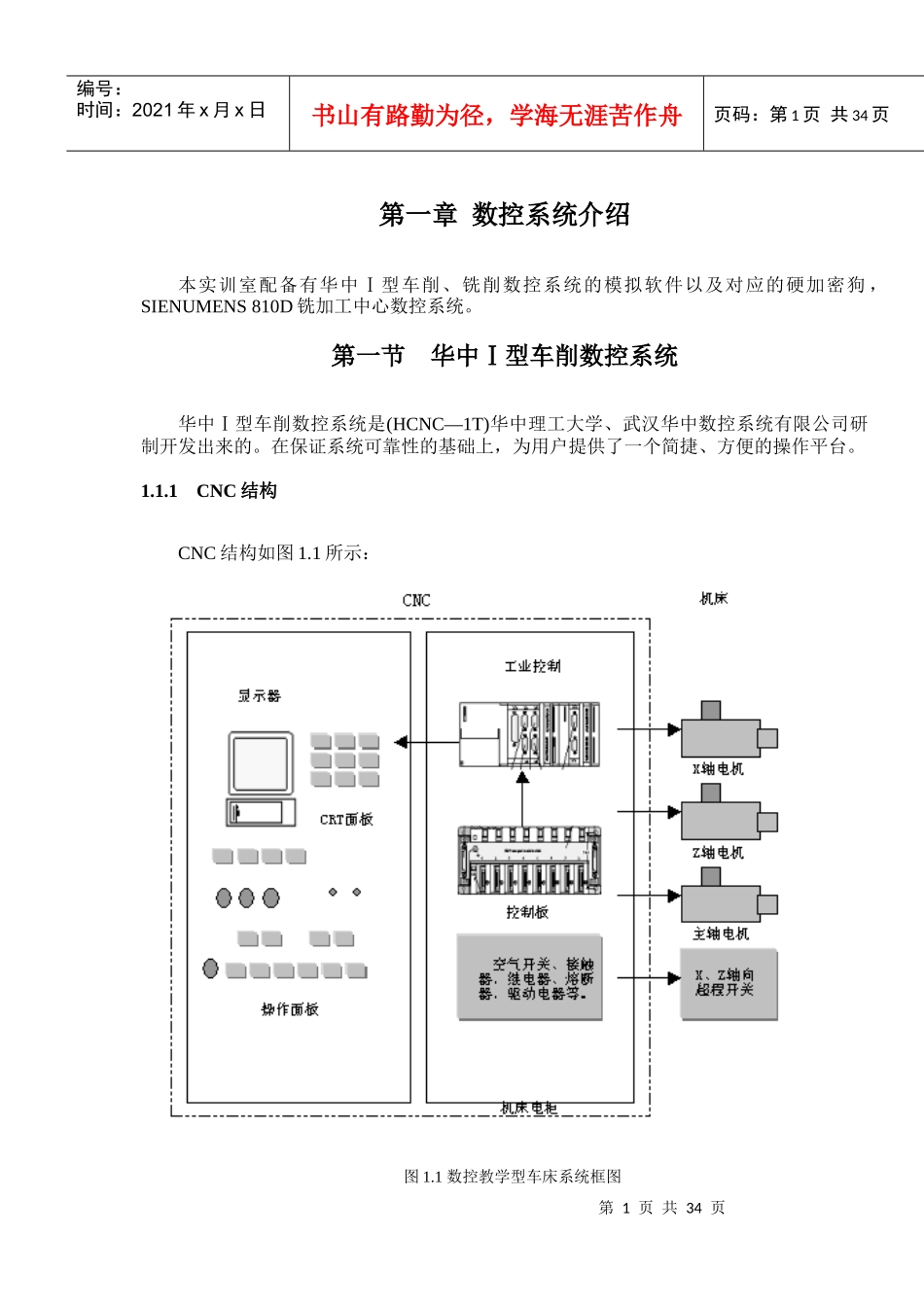
1CNC结构CNC结构如图1
1所示:图1
1数控教学型车床系统框图第2页共34页第1页共34页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共34页说明:①系统用中文CRT显示,具有很好的人——机界面
5英寸软盘可用于保存或调入加工程序
③通讯接口可用于系统集成化、联网、数据输入、输出、远程诊断等
④标准面板包括CRT/MDI面板和操作面板
⑤系统采用实时多任务的管理方式,能够在加工的同时进行其他操作
1.系统启动步骤⑴打开电柜开关⑵打开计算机开关⑶开始自检并由电子盘引导系统,进入DOS或WINDOWS工作环境
⑷执行CNC
EXE文件,系统显示如图1
2所示112系统通电后的屏幕说明⑴系统通电后,系统的屏幕显示如图1
⑵工作方式:显示系统目前的运行方式,如:自动运行、回零功能、手摇进给、MDI功能、手动操作、步进功能等
⑶运行状态:表示在不同的工作方式下有不同的运行状态,如:自动方式的状态显示:100%(进给修调)、机床锁住、程序单段等回零方式的状态显示:X轴回零、Z轴回零图1
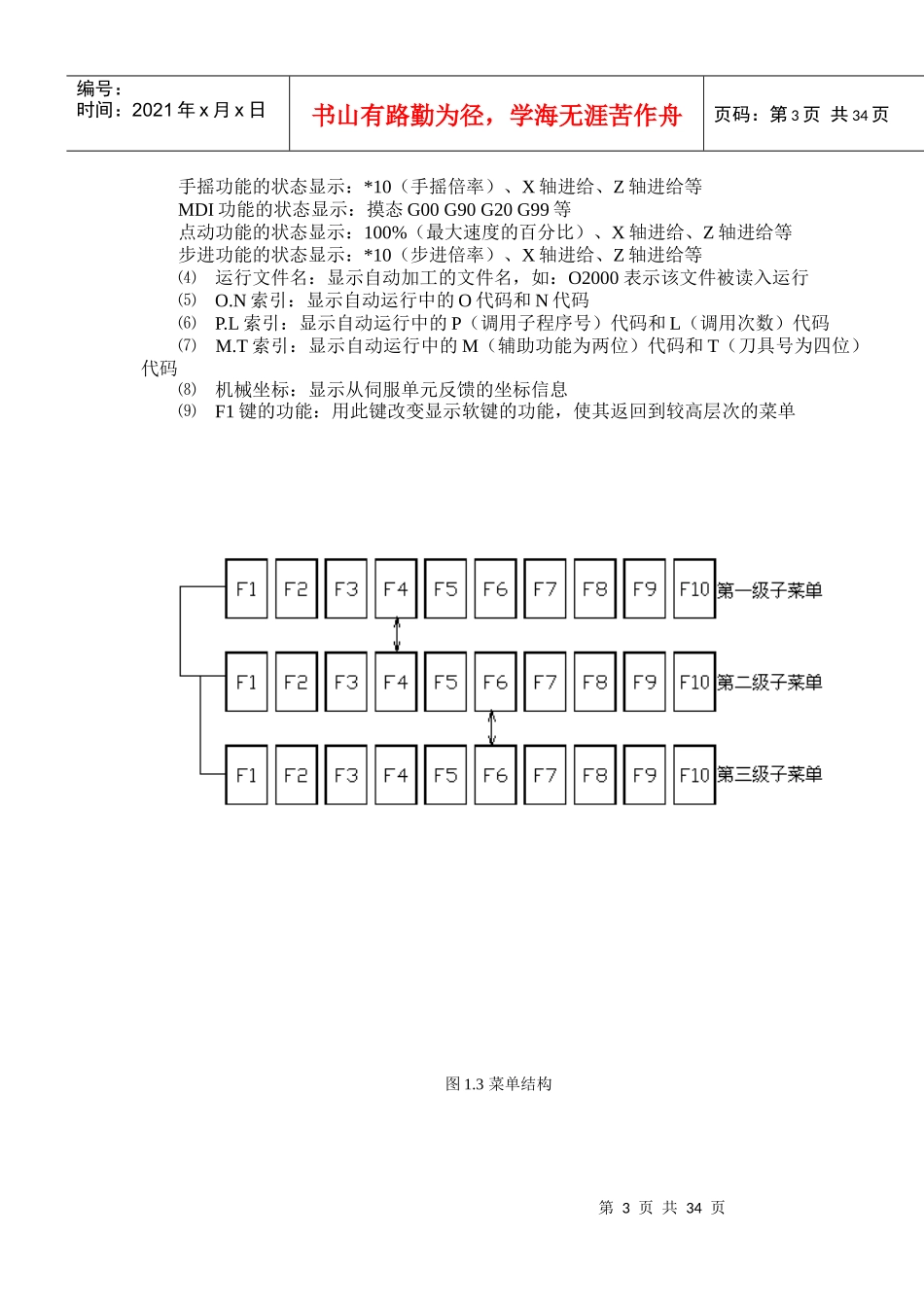
2系统上电屏幕显示第3页共34页第2页共34页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共34页手摇功能的状态显示:*10(手摇倍率)、X轴进给、Z轴进给等MDI功能的状态显示:摸态G00G90G20G99等点动功