3钢结构焊接与连接施工工艺标准3
1钢结构手工电弧焊焊接施工工艺标准3
1适用范围本施工工艺标准适用于俯架或网架(壳)结构、多层或高层梁、柱框架结构等工业与民用建筑和一般构筑物的钢结构工程中
凡各工程的工艺中无特殊要求的结构件的手工电弧焊均应按本标准规定执行
2编制参考标准及规范(1)《碳钢焊条》GB5117(2)《低合金钢焊条》GB5118(3)《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》GB985-88(4)《钢结构工程施工质量验收规范》GB50205-2001(5)《建筑钢结构焊接技术规程》JGJ81-20023
1术语(1)母材:被焊接的材料统称
(2)焊缝金属:构成焊缝的金属,一般是熔化的母材和填充金属凝固形成的那部分金属
(3)层间温度:多层焊时,停焊后继续焊之前,其相邻焊道应保持的最低温度
(4)余高:高出焊趾连线部分的焊缝高度O(5)定位焊缝:焊前为装配和固定焊接接头的位置而施焊的短焊缝
(6)船形焊:T形、十字形和角接接头处于平焊位置进行的焊接03
2符号(1)t——板厚;(2)a——间隙;(3)ρ——钝边;(4)L——长度;(5)α——坡口角度;(6)B——宽度;(7)C——余高;(8)d——错边量;(9)hf——焊脚尺寸;(10)I——焊接电流;(11)φ——焊条直径
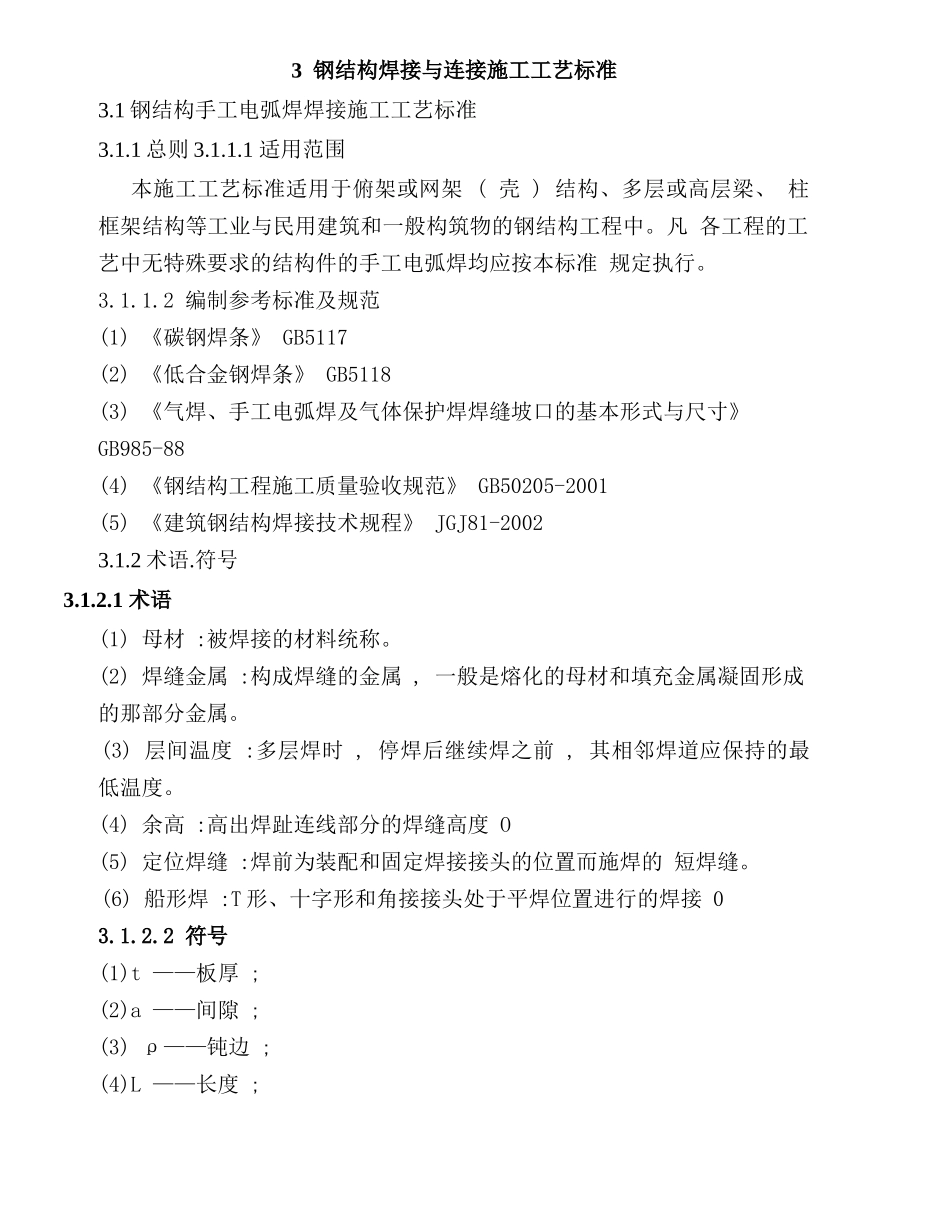
焊接方法及焊透种类代号应符合表3
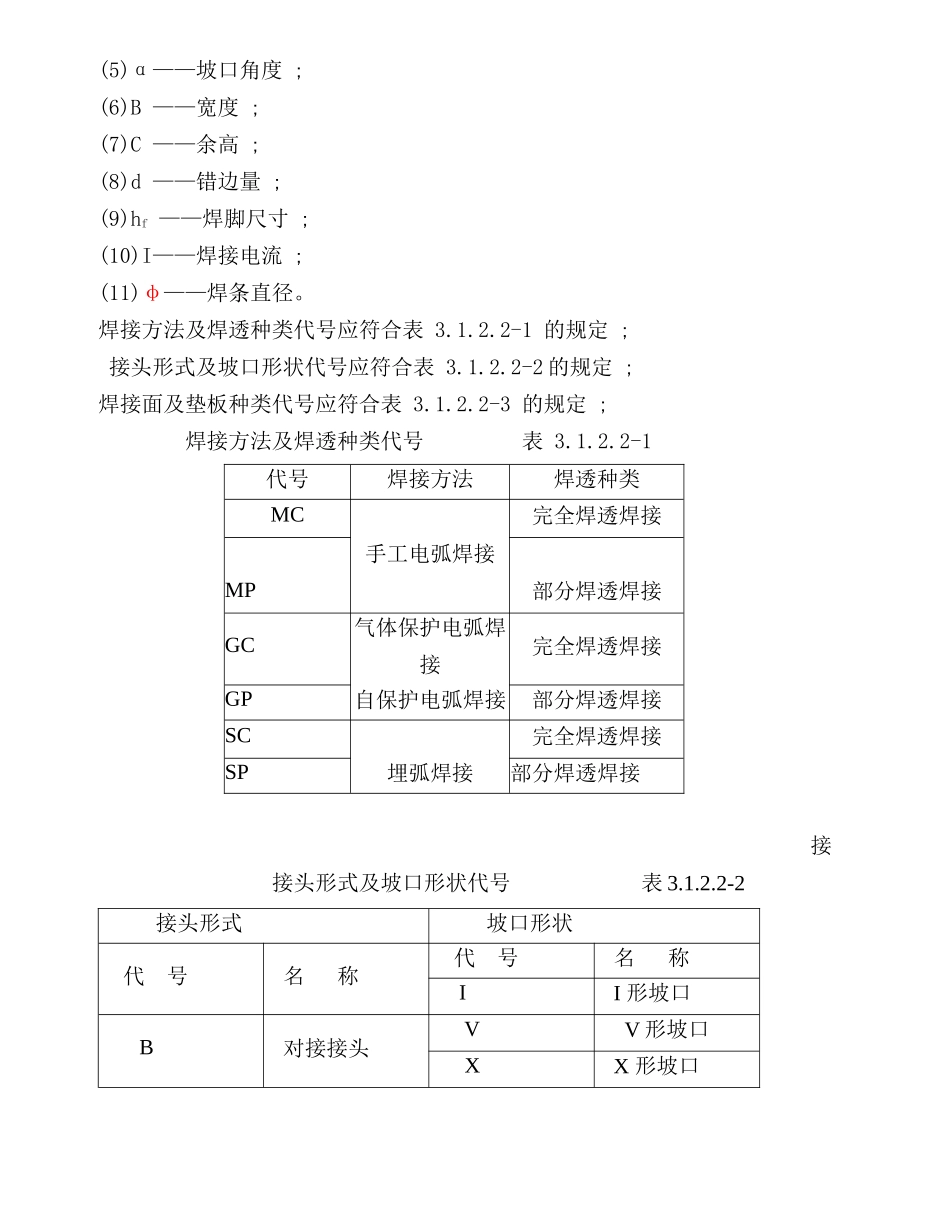
2-1的规定;接头形式及坡口形状代号应符合表3
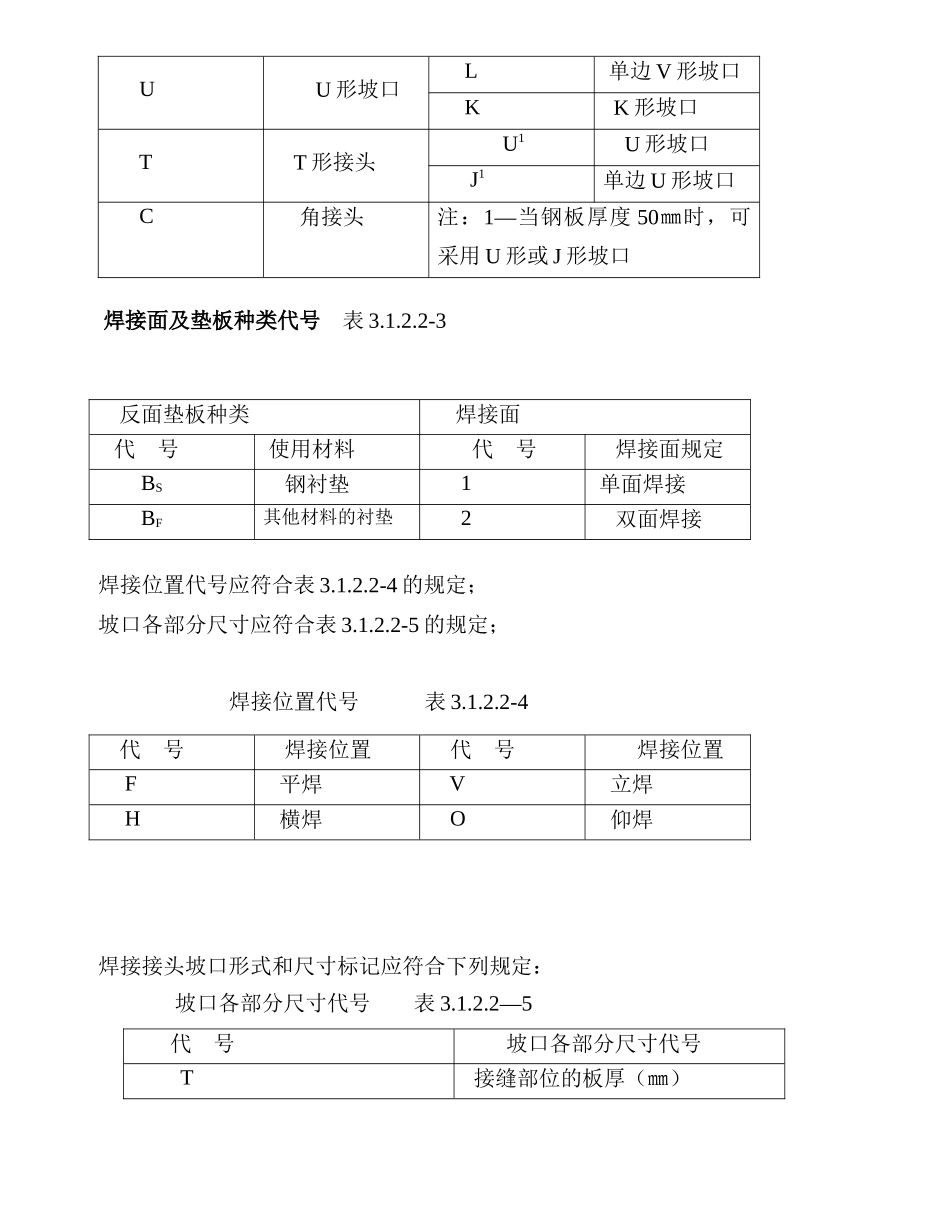
2-2的规定;焊接面及垫板种类代号应符合表3
2-3的规定;焊接方法及焊透种类代号表3
2-1代号焊接方法焊透种类MC完全焊透焊接手工电弧焊接MP部分焊透焊接GC气体保护电弧焊接完全焊透焊接GP自保护电弧焊接部分焊透焊接SC完全焊透焊接SP埋弧焊接部分焊透焊接接接头形式及坡口形状代号表3