第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共7页模具高效加工方法与工艺规程模具高效加工方法与工艺规程摘要:本文介绍了模具零部件的机加工方法及工艺规程的制定,并以电器盒模具模芯高效数控加工工艺为例,结合自己多年的注射模具加工经验,精辟地介绍了模具零部件高效铣削加工工序的编制,希望对工程技术人员有一定的帮助和借鉴作用
g关键词:CAD/CAM模具加工工艺一、引言在现代模具的成形制造中,由于模具的形面设计日趋复杂,自由曲面所占比例不断增加,因此对模具加工技术提出了更高要求,即不仅应保证高的制造精度和表面质量,而且要追求加工表面的美观
随着对高速加工技术研究的不断深入,尤其在机床加工、数控系统、刀具系统、CAD/CAM软件等相关技术不断发展的推动下,高速加工技术已越来越多地应用于模具的制造加工
高速加工技术对模具加工工艺产生了巨大影响,改变了传统模具加工采用的“退火→铣削加工→热处理→磨削”或“电火花加工→手工打磨、抛光”等复杂冗长的工艺流程
但是,在实践中为了提高模具的加工效率,不能一味地去追求高速加工,有时为了节约生产成本与提高生产效率,必须采用高效加工方法,使一部分加工工序在普通机床上就可高效率完成
这样就要求设计者编制合理的模具加工工艺,以便提高模具的加工效率,降低模具的制造成本,减少模具的制造周期
"a'U$b
k-b*F2n二、模具零部件的机加工方法,p3D*d/@6g#R'n
t用机械加工方法加工模具零部件时要充分考虑零件的材料、结构形状、尺寸、精度和使用寿命等方面的不同要求,采用合理的加工方法和工艺路线
尽可能通过加工设备来保证模具零部件的加工质量,减少钳工修配工作量,提高生产效率和降低成本
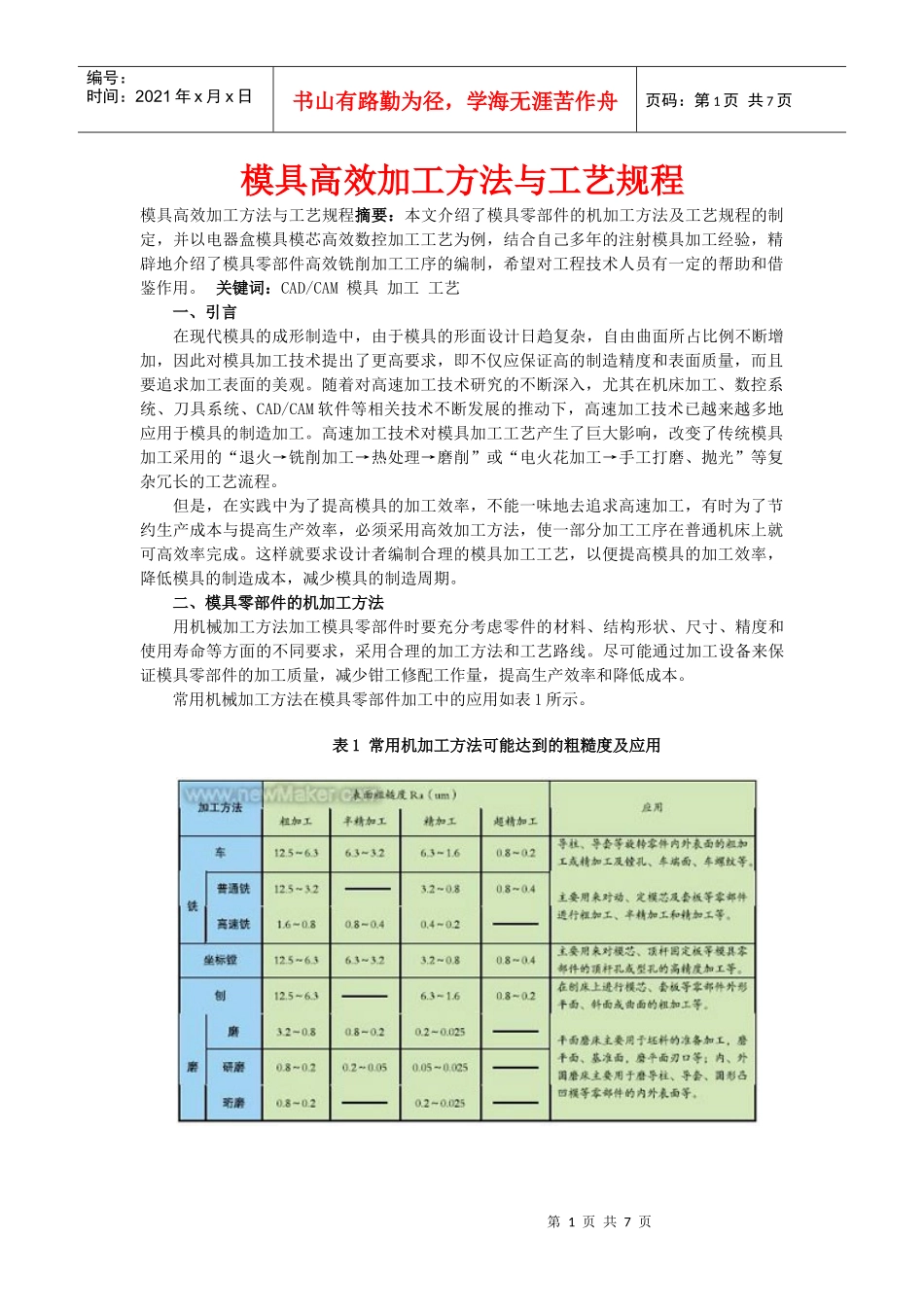
-a5s1u,H3u#|3S常用机械加工方法在模具零部件加工中的应用如表1所示
表1常用机加工方法可能达到的粗糙