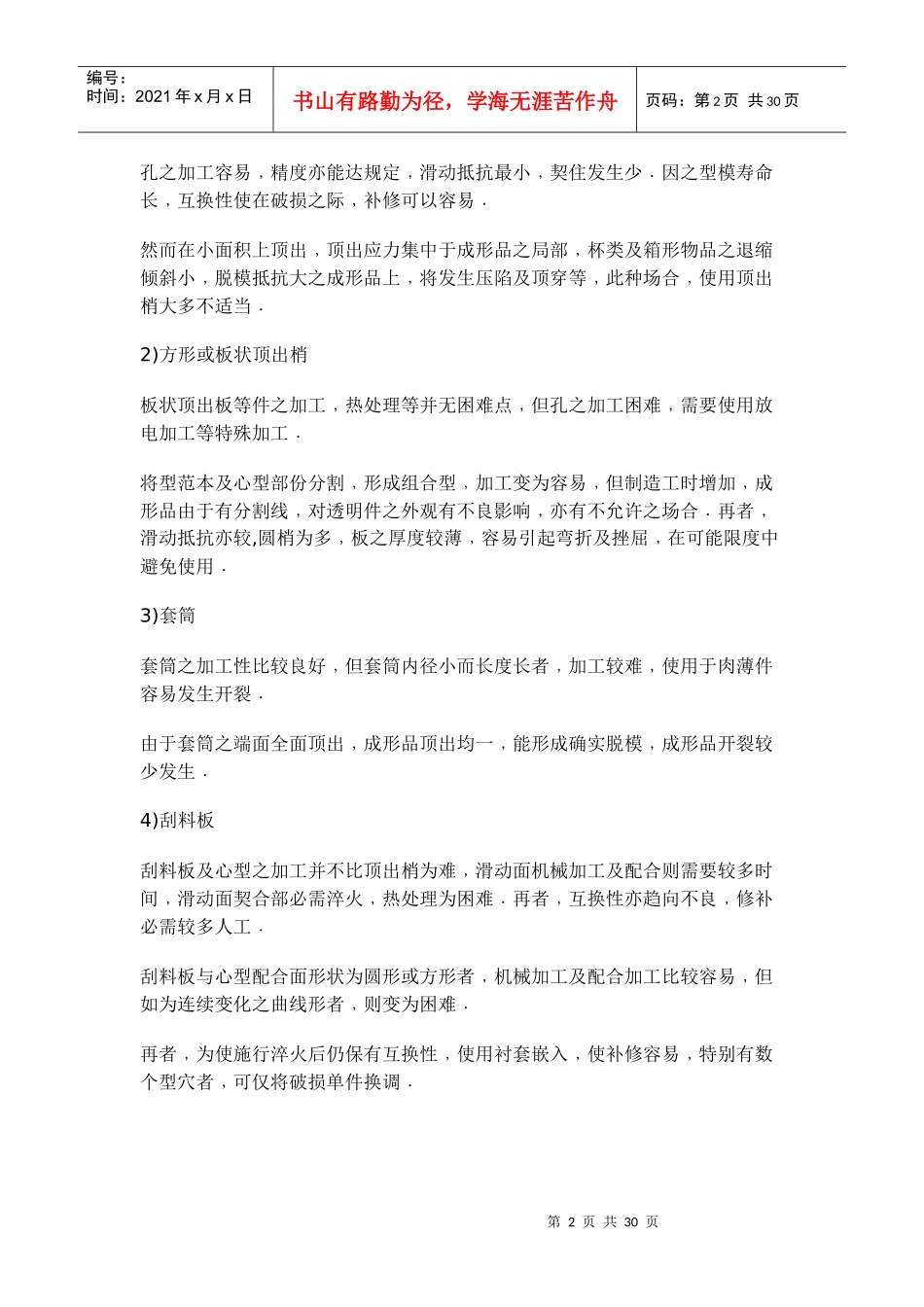
第1页共30页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共30页顶出装置成形品之顶出有螺纹之成形品取出方法点状浇口之主注到道一流道之顶出两段顶出顶出板超前退回机构为使射出成形能率及成形品质量提高﹐亦有必要施行自动运转﹐为此必需能使注道﹐流道及成形品自动而确实脱模﹒再者﹐少量生产之制品﹐型模制作日数及价格有所限制﹐亦由于成形品形状及浇口之种类不能自动脱模之场合﹐此际可决定成形品及注道﹐流道最容易脱模之顶出机构﹒同一形状之成形品亦由于材料种类及浇口形式之不同顶出方法亦随之异﹐必需将最适当之方法组合使用﹒成形品之顶出成形品顶出方法之决定﹐当然受成形品材料及形状等所左右﹐但原则上在成形品上制成缺口﹐阶层等﹐使能形成最确实之脱模﹐并且故障较少﹐再都故障发生之场合必需能简单补修﹒同一形状之成形品亦因由于外表﹐精度﹐成形性不同﹐而变化使用之顶出方法﹒顶出方法一般使用顶出梢(直梢﹐阶段梢)﹐筒套﹐刮料板﹐空气等﹐单独使用或组合使用﹐则视型模之寿命长短,型模加工之难易选定之﹒(1)顶出之种类1)顶出梢梢之加工最为容易﹐必需硬度之场合﹐施行淬火磨削等亦较其它方法为容易﹐可在成形品之任意位置上配置﹐为使用最多者﹒第2页共30页第1页共30页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共30页孔之加工容易﹐精度亦能达规定﹐滑动抵抗最小﹐契住发生少﹒因之型模寿命长﹐互换性使在破损之际﹐补修可以容易﹒然而在小面积上顶出﹐顶出应力集中于成形品之局部﹐杯类及箱形物品之退缩倾斜小﹐脱模抵抗大之成形品上﹐将发生压陷及顶穿等﹐此种场合﹐使用顶出梢大多不适当﹒2)方形或板状顶出梢板状顶出板等件之加工﹐热处理等并无困难点﹐但孔之加工困难﹐需要使用放电加工等特殊加工﹒将型范本及心型部份分割﹐形成组合型﹐加工变为容易﹐但制造工时增加﹐成形品由于有分割线