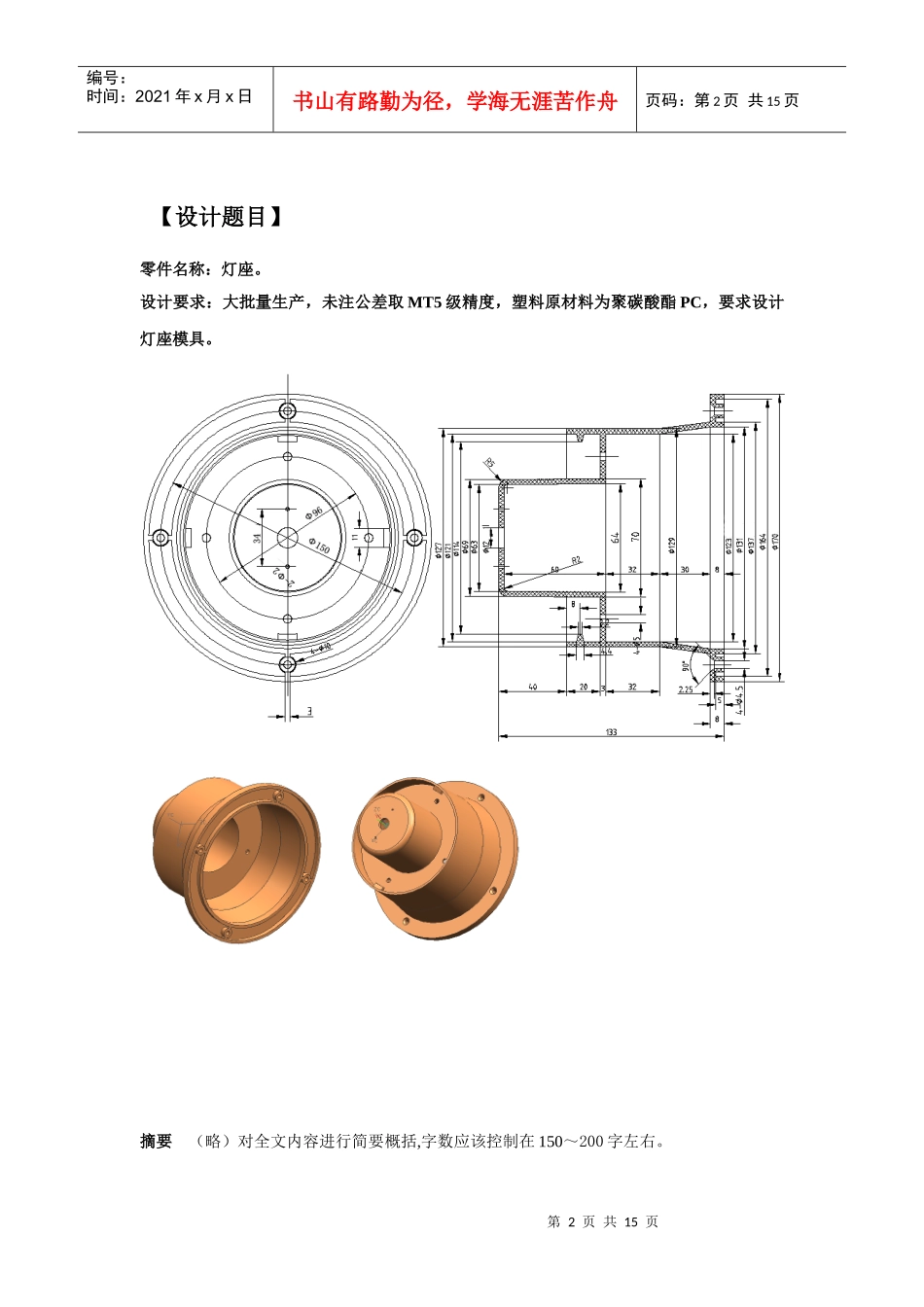
第1页共15页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共15页毕业论文(设计)(范文)课题名称机械加工工艺设计学生姓名学号系部机械制造系专业年级指导教师年月灯座塑料模具设计第2页共15页第1页共15页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共15页【设计题目】零件名称:灯座
设计要求:大批量生产,未注公差取MT5级精度,塑料原材料为聚碳酸酯PC,要求设计灯座模具
摘要(略)对全文内容进行简要概括,字数应该控制在150~200字左右
第3页共15页第2页共15页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共15页关键词(略)3~5左右1引言日用品,有时采用精度和强度不太高的塑料传动,由于塑料具有可塑性强,密度小、比强度高、结缘性、化学稳定性高、外观多样的特点,因而受到越来越多的厂家及人民的喜爱
塑料工业是新兴的工业,是随着石油工业的发展而应而生的,目前塑料制件几乎已经进入一切工业部门以及人民日常生活的各个领域[1]
随着机械工业电子工业,航空工业、仪器仪表工业和日常用品工业的发展,塑料成型制件的需求量越来越多,质量要求也越来越高,这就要求成型塑件的模具的开发,设计制造的水平也须越来越高
本文也就对日用品中的灯座模具设计过程进行阐述
2塑件的工艺性分析2
1塑件的原材料分析聚碳酸酯PC的结构特点是:线型结构非结晶型材料,透明;使用温度:小于130℃,耐寒性好,脆化温度-100℃;化学稳定性:有一定的化学稳定性,不耐碱、酮、酯等;性能特点:透光率较高,介电性能好,吸水性小,但水敏性强(含水量不得超过0
2%),且吸水后会降解
力学性能很好,抗冲击抗蠕变性能突出,但耐磨性较差;成型特点:熔融温度高(超过3300C才严重分解),但熔体粘度大,流动性差(溢边值为0
06mm),流动性对温度变化敏