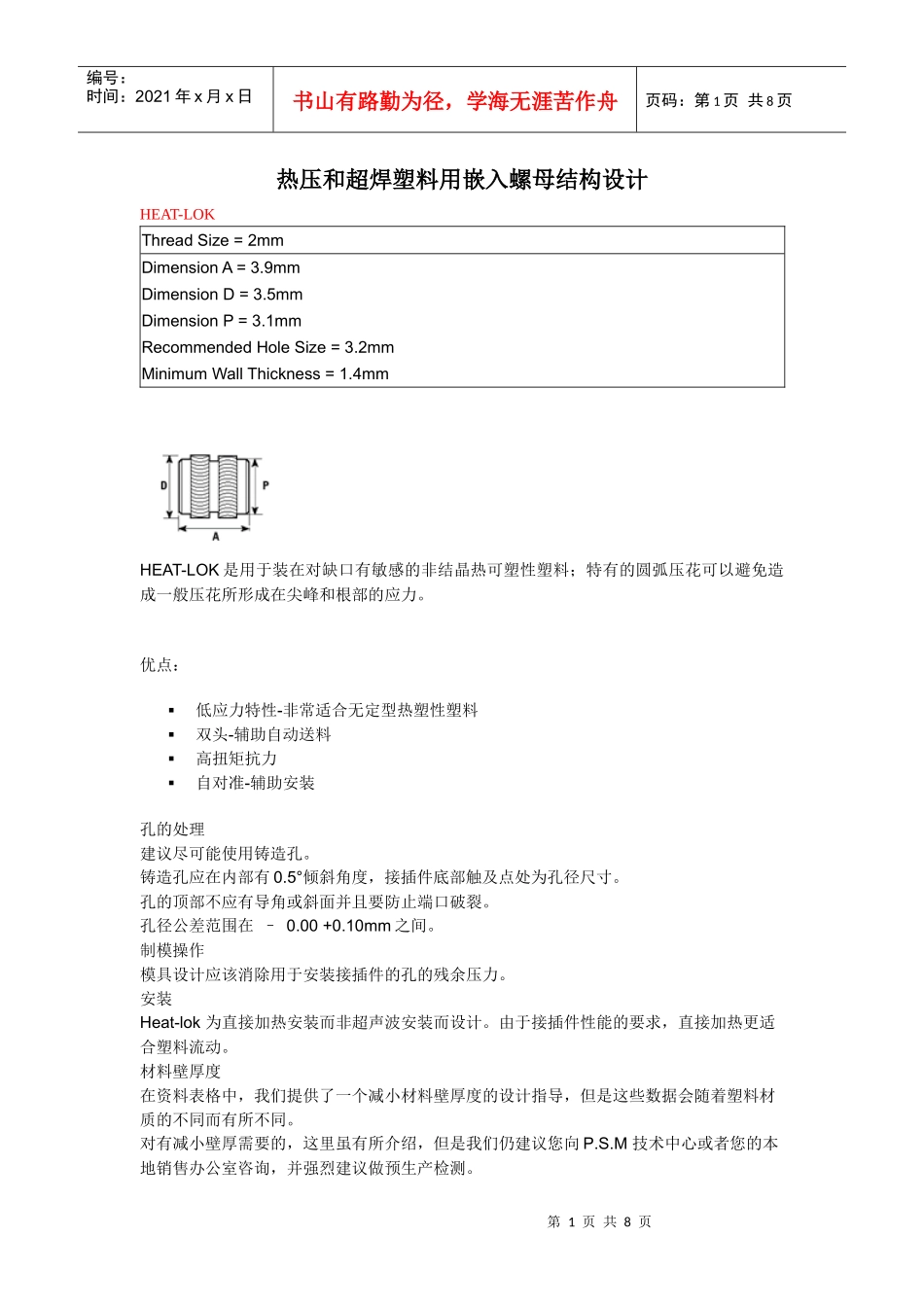
第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页热压和超焊塑料用嵌入螺母结构设计HEAT-LOKThreadSize=2mmDimensionA=3
9mmDimensionD=3
5mmDimensionP=3
1mmRecommendedHoleSize=3
2mmMinimumWallThickness=1
4mmHEAT-LOK是用于装在对缺口有敏感的非结晶热可塑性塑料;特有的圆弧压花可以避免造成一般压花所形成在尖峰和根部的应力
优点:低应力特性-非常适合无定型热塑性塑料双头-辅助自动送料高扭矩抗力自对准-辅助安装孔的处理建议尽可能使用铸造孔
铸造孔应在内部有0
5°倾斜角度,接插件底部触及点处为孔径尺寸
孔的顶部不应有导角或斜面并且要防止端口破裂
孔径公差范围在–0
10mm之间
制模操作模具设计应该消除用于安装接插件的孔的残余压力
安装Heat-lok为直接加热安装而非超声波安装而设计
由于接插件性能的要求,直接加热更适合塑料流动
材料壁厚度在资料表格中,我们提供了一个减小材料壁厚度的设计指导,但是这些数据会随着塑料材质的不同而有所不同
对有减小壁厚需要的,这里虽有所介绍,但是我们仍建议您向P
M技术中心或者您的本地销售办公室咨询,并强烈建议做预生产检测
第2页共8页第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共8页性能资料材料及变化的复杂程度使我们不能对于每一种紧固件的性能的应用都详尽描述
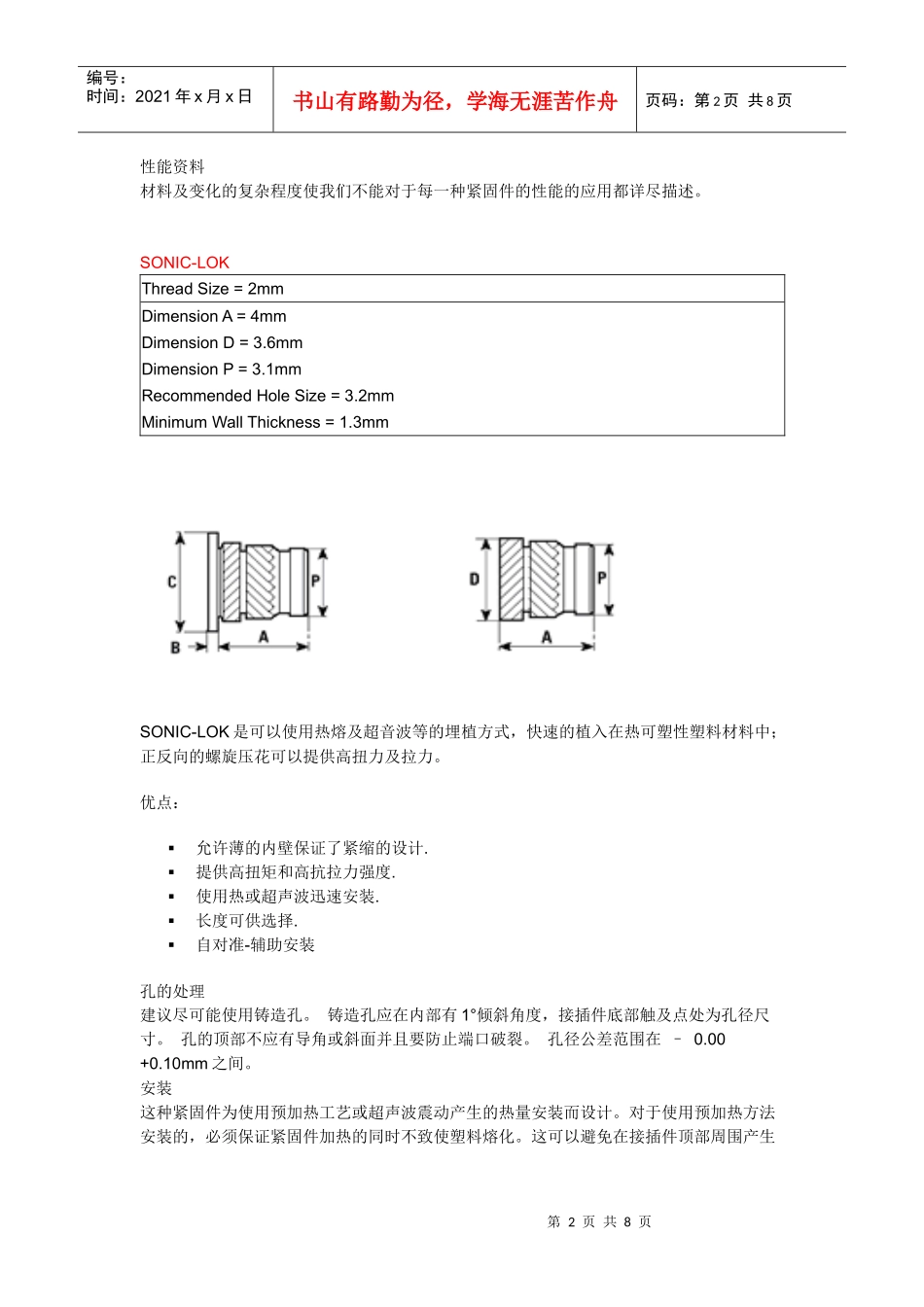
SONIC-LOKThreadSize=2mmDimensionA=4mmDimensionD=3
6mmDimensionP=3
1mmRecommendedHoleSize=3
2mmMinimumWallThickness=1
3mmSONIC-LOK是可以使用热熔