再现性观测到的波动(总波动)过程的波动测量系统波动过程长期波动过程短期波动样本内波动量具的波动操作者的波动准确度或偏倚重复性线性稳定性分辨力★★兰夫人力技术有限公司LIFEFIRETRAININGINSTITUTIONTEL:(0769)2489406FAX:(0769)24894094.附图图4-1
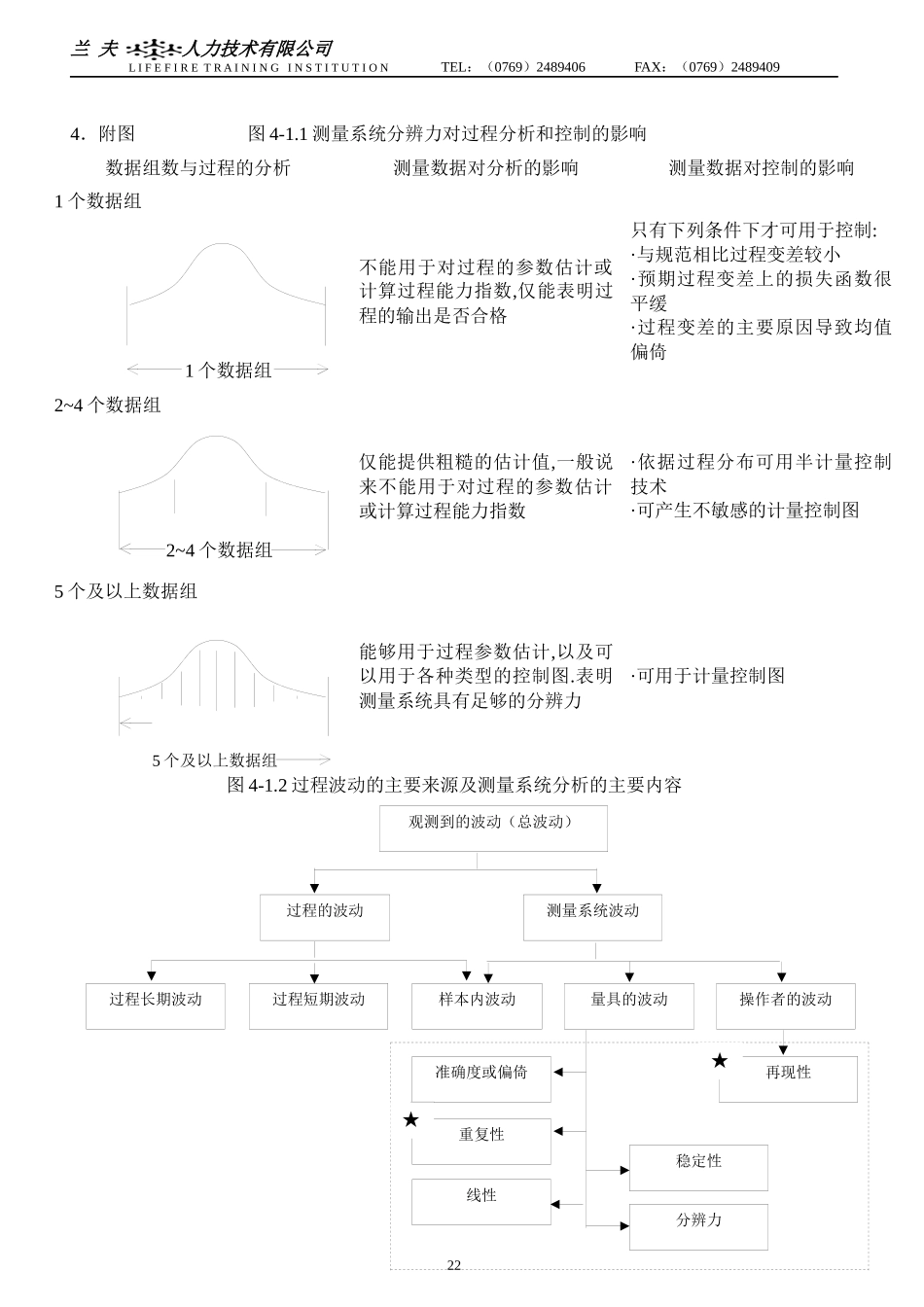
1测量系统分辨力对过程分析和控制的影响数据组数与过程的分析测量数据对分析的影响测量数据对控制的影响1个数据组1个数据组不能用于对过程的参数估计或计算过程能力指数,仅能表明过程的输出是否合格只有下列条件下才可用于控制:·与规范相比过程变差较小·预期过程变差上的损失函数很平缓·过程变差的主要原因导致均值偏倚2~4个数据组2~4个数据组仅能提供粗糙的估计值,一般说来不能用于对过程的参数估计或计算过程能力指数·依据过程分布可用半计量控制技术·可产生不敏感的计量控制图5个及以上数据组5个及以上数据组能够用于过程参数估计,以及可以用于各种类型的控制图
表明测量系统具有足够的分辨力·可用于计量控制图图4-1
2过程波动的主要来源及测量系统分析的主要内容22否否是否否否是是是长期短期是否兰夫人力技术有限公司LIFEFIRETRAININGINSTITUTIONTEL:(0769)2489406FAX:(0769)2489409图4-1
3测量系统分析实施流程图测量是否已准备
测量是否任意分配
供测试用零件是否超过300件
是否有不同的测量仪器
是否有不同的测量仪器
计数型量具研究(大样法)计数型量具研究(小样法)超过本手册的范围极差法适用的分析时间
均值和极差或方差分析法图表分析236
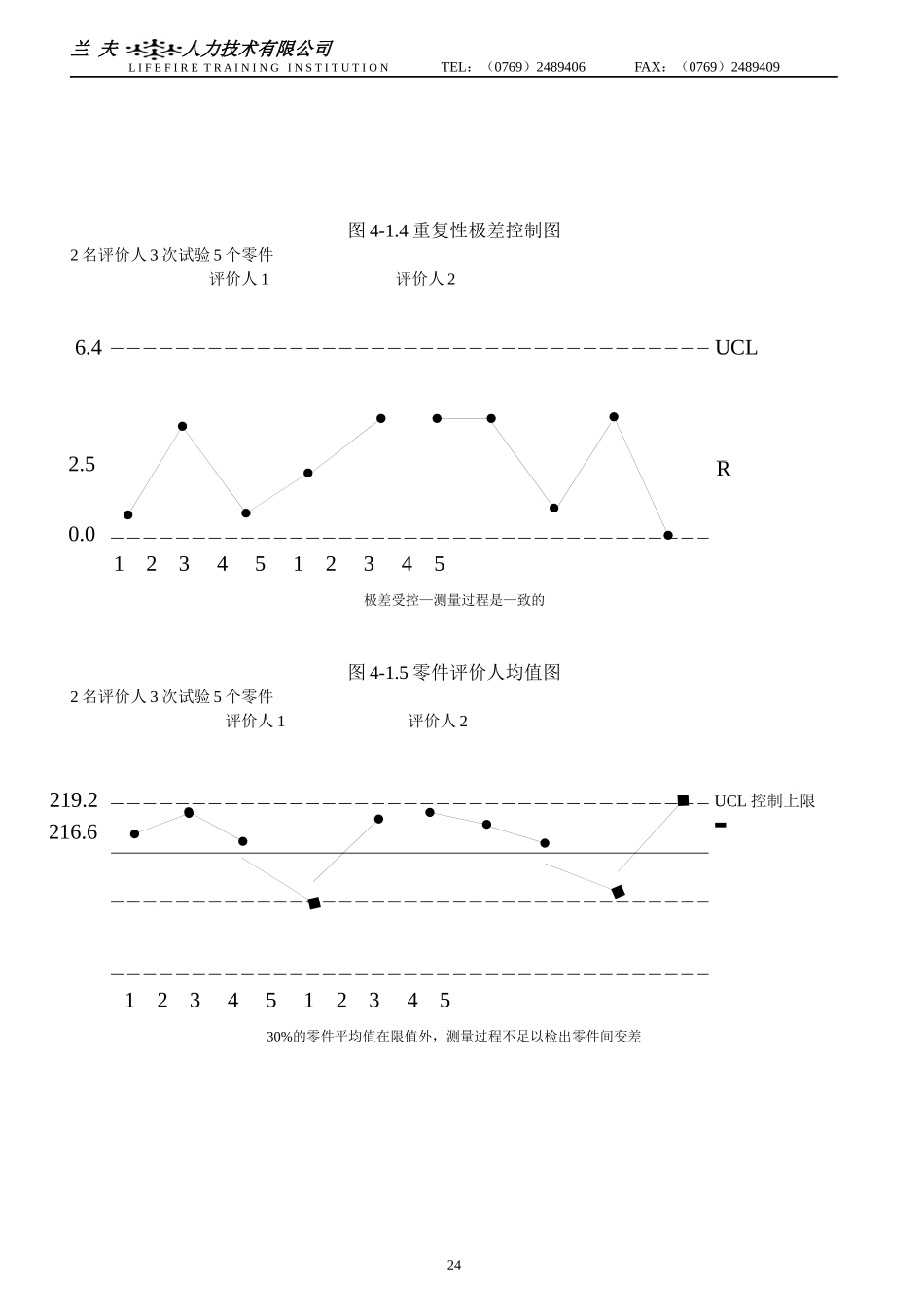
0UCL219
2UCL控制上限216
6R兰夫人力技术有限公司LIFEFIRETRAININGINSTITUTIONTEL:(0769)2489406FAX:(0769)2489409图4-1