第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共7页聚乙烯燃气管道接口的质量控制作者:罗艺姜…文章来源:深圳市建设工程质量监督总站点击数:585更新时间:2008-2-2021:05:471前言聚乙烯燃气管道具有使用寿命长、耐腐蚀、焊接性能好、高柔韧性、流通能力大、施工速度快、经济性好等优良性能,相对于钢管、铸铁管而言更适合于做埋地燃气管道
聚乙烯管道也有其不足之处,其接口不像钢管一样具有无损检测技术手段来验证合格与否就是其中之一
所以要求通过严格的质量控制措施来保证聚乙烯管道接口质量合格,这样才能发挥出聚乙烯管道的优势,推动聚乙烯管道事业的发展
本文从以下几个角度来分析聚乙烯燃气管道接口的质量控制措施,以供同行参考
2焊接工艺和焊接机具的选择聚乙烯燃气管道的连接,是整个聚乙烯管道安装过程中最重要工序,连接技术的优劣,直接关系到燃气管网系统的运行效果和使用寿命
正确选择焊接工艺和焊接机具是保证聚乙烯管道接口质量的先决条件
聚乙烯管道之间按其连接方式的不同,一般分为热熔连接和电熔连接两种
电熔连接技术及电熔焊机已经运用多年,技术成熟,自动化程度较高,操作简单,受环境、人为因素影响较少,接头较为牢固可靠,但管件加工工艺复杂,成本较高
热熔连接是将需要连接管材的管端贴靠加热板上,使管端加热至熔融程度,然后迅速除去加热板,把已熔融的两端相互对接在一起,施加一定的压力,达到所规定的时间,直到接头冷却
热熔连接受环境、人为因素影响较多,接头质量没有电熔连接的可靠,但成本较低
我国在最初使用聚乙烯管道作为燃气管道时大多数采用手动/半自动热熔连接,由于受人为因素影响很大,出现了很多接头焊不牢的质量事故,这在各地燃气公司均有类似案例
后来部分地区采用电熔连接,情况得到改善
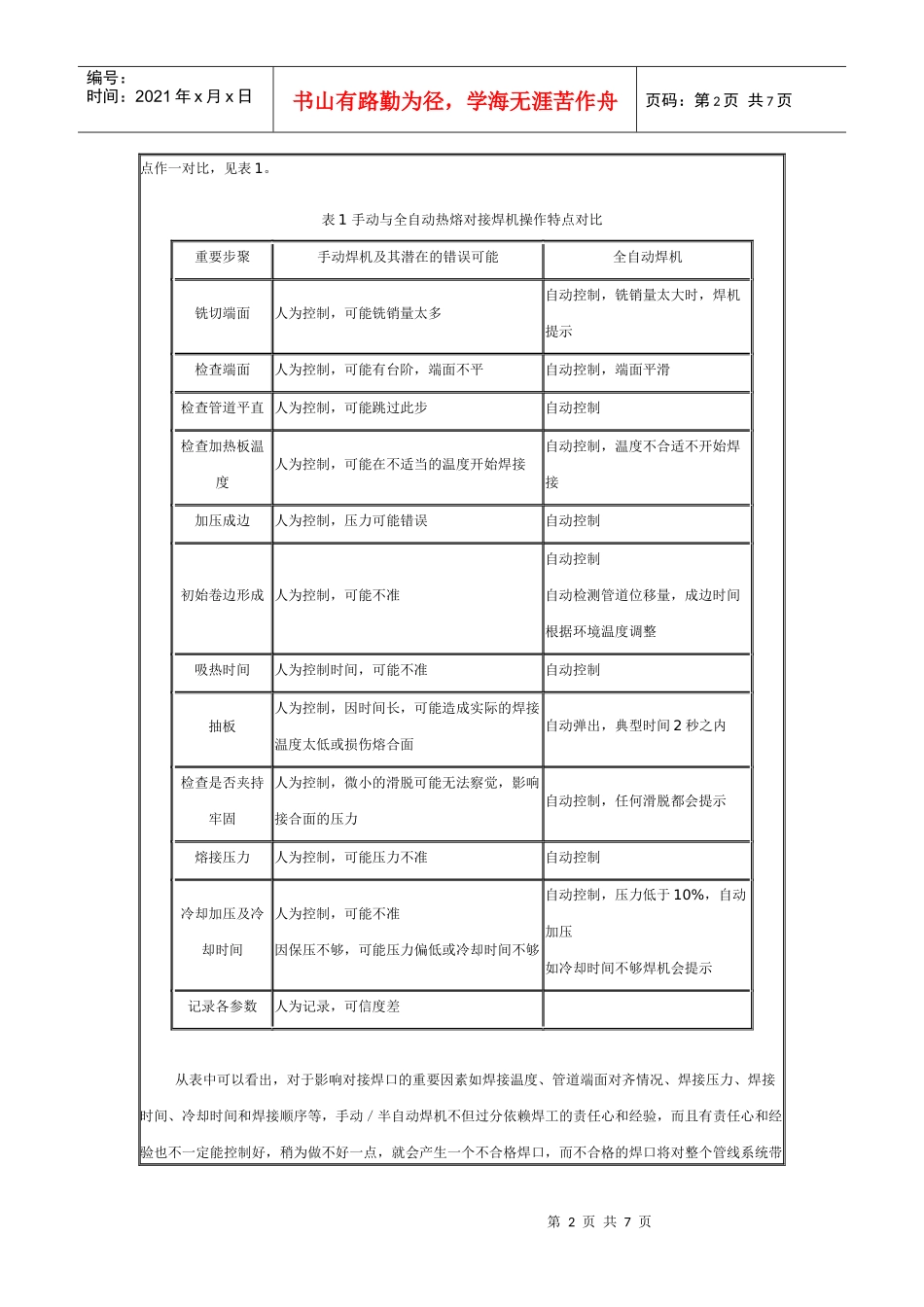
为降低工程成本,推动聚乙烯管道事业的发展,做到既安全又经济,国外一直在研究将人为因