第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共9页首先双击:“SWCNC”软件1.进入界面—选择单机版,机器码加密2.3
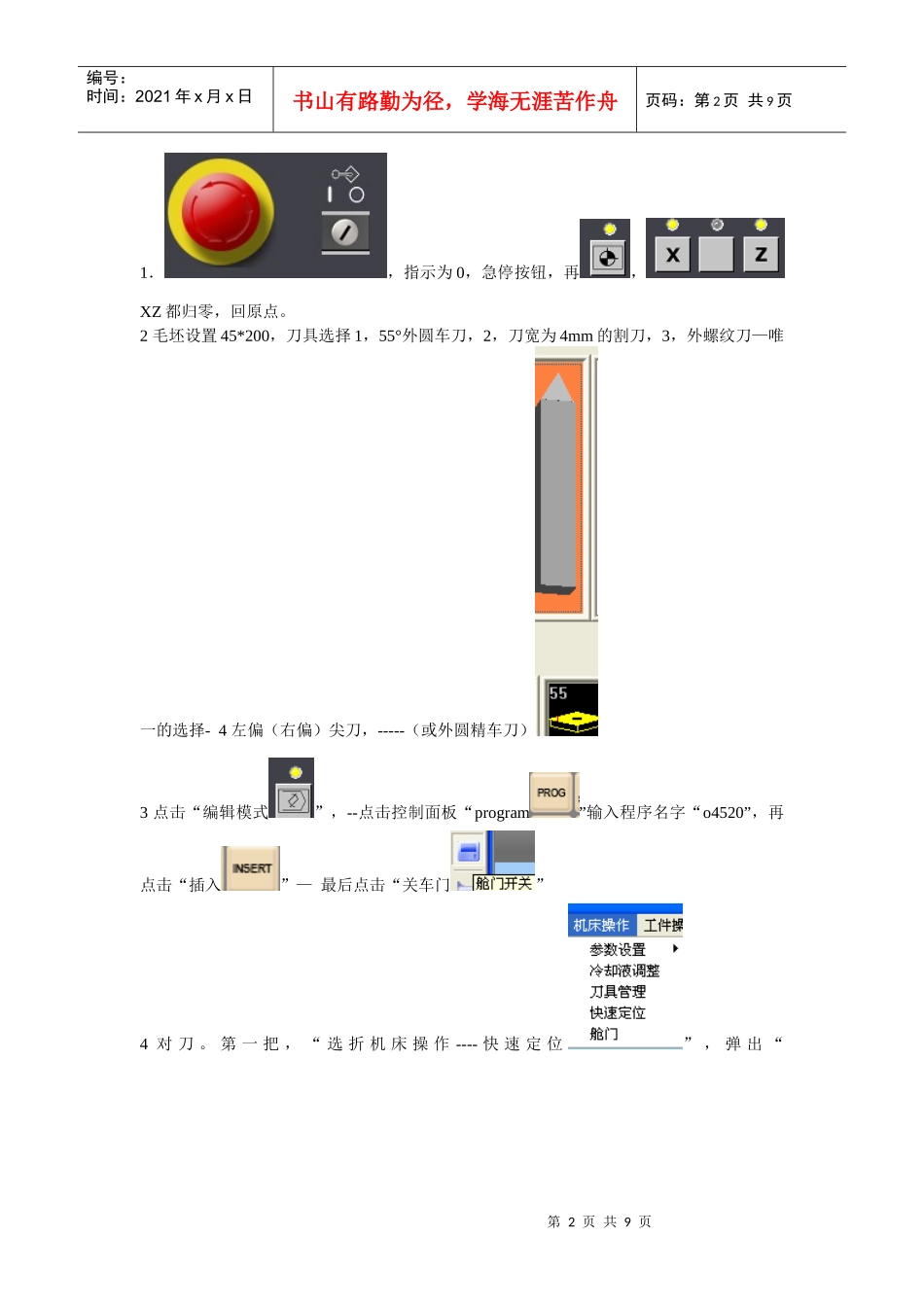
进入“fanucOIT”-------车床界面哦-----OIM表示“铣床”四.对刀详细的动作以加工这个零件为例子,开始讲解------如下第2页共9页第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共9页1.,指示为0,急停按钮,再,XZ都归零,回原点
2毛坯设置45*200,刀具选择1,55°外圆车刀,2,刀宽为4mm的割刀,3,外螺纹刀—唯一的选择-4左偏(右偏)尖刀,-----(或外圆精车刀)3点击“编辑模式”,--点击控制面板“program”输入程序名字“o4520”,再点击“插入”—最后点击“关车门”4对刀
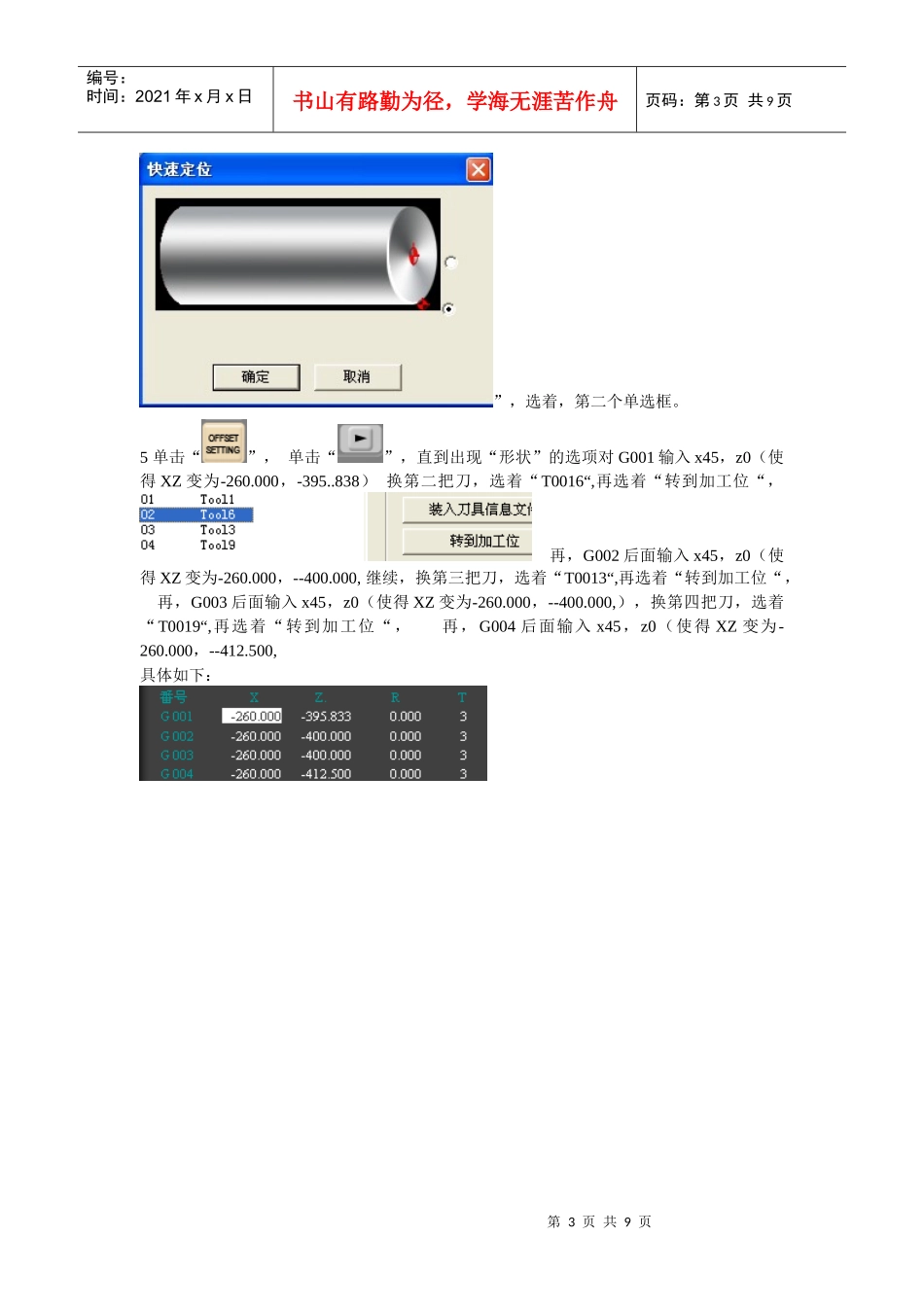
第一把,“选折机床操作----快速定位”,弹出“第3页共9页第2页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共9页”,选着,第二个单选框
5单击“”,单击“”,直到出现“形状”的选项对G001输入x45,z0(使得XZ变为-260
000,-395
838)换第二把刀,选着“T0016“,再选着“转到加工位“,再,G002后面输入x45,z0(使得XZ变为-260
000,--400
000,继续,换第三把刀,选着“T0013“,再选着“转到加工位“,再,G003后面输入x45,z0(使得XZ变为-260
000,--400
000,),换第四把刀,选着“T0019“,再选着“转到加工位“,再,G004后面输入x45,z0(使得XZ变为-260
000,--412
500,具体如下:第4页共9页第3页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共9页6,单击AUTO“”按钮,再单击,循环启动