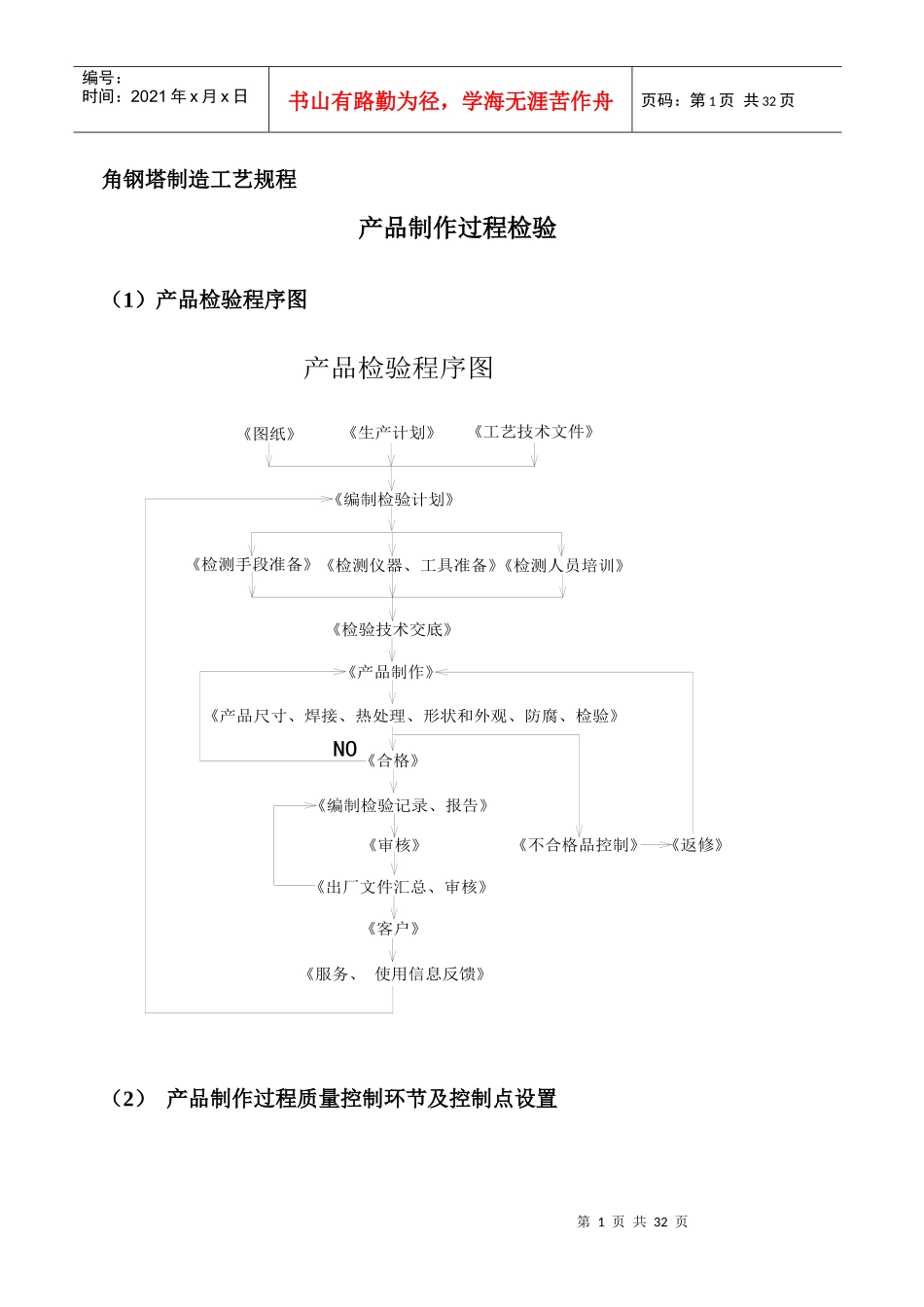
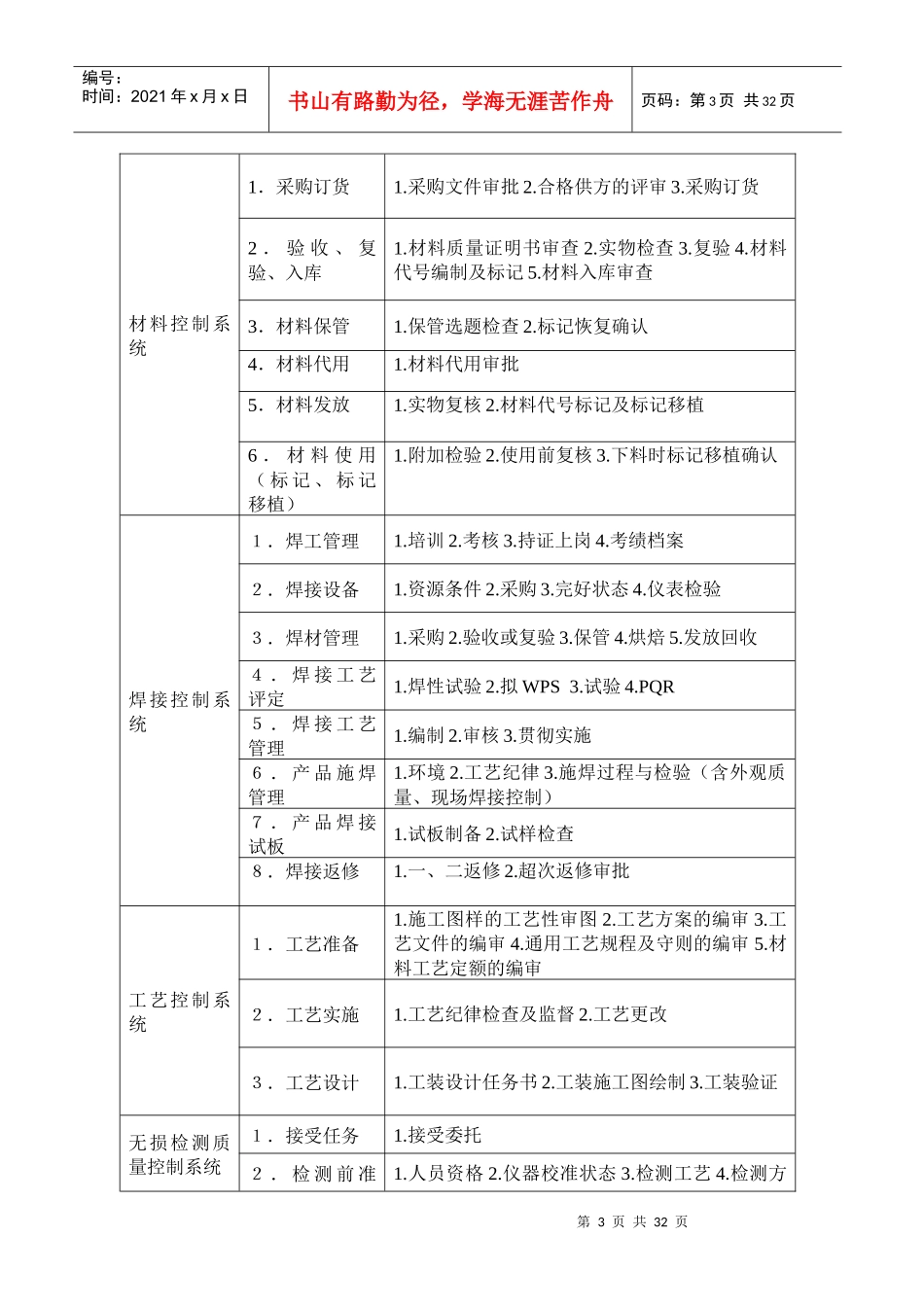
第1页共32页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共32页角钢塔制造工艺规程产品制作过程检验(1)产品检验程序图(2)产品制作过程质量控制环节及控制点设置产品检验程序图《图纸》《生产计划》《工艺技术文件》《编制检验计划》《检测手段准备》《检测仪器、工具准备》《检测人员培训》《检验技术交底》《产品制作》《产品尺寸、焊接、热处理、形状和外观、防腐、检验》《合格》《编制检验记录、报告》《审核》《出厂文件汇总、审核》《客户》《服务、使用信息反馈》《不合格品控制》《返修》NO第2页共32页第1页共32页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共32页控制系统控制环节控制点第3页共32页第2页共32页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共32页材料控制系统1.采购订货1
采购文件审批2
合格供方的评审3
采购订货2.验收、复验、入库1
材料质量证明书审查2
材料代号编制及标记5
材料入库审查3.材料保管1
保管选题检查2
标记恢复确认4.材料代用1
材料代用审批5.材料发放1
材料代号标记及标记移植6.材料使用(标记、标记移植)1
使用前复核3
下料时标记移植确认焊接控制系统1.焊工管理1
考绩档案2.焊接设备1
仪表检验3.焊材管理1
验收或复验3
发放回收4.焊接工艺评定1
PQR5.焊接工艺管理1
贯彻实施6.产品施焊管理1
施焊过程与检验(含外观质量、现场焊接控制)7.产品焊接试板1
试样检查8.焊接返修1
一、二返修2
超次返修审批工艺控制系统1.工艺准备1