T—0908--11车工工艺规范编制/日期:审核/日期:批准/日期:第1页共24页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共24页车工工艺规范1、总则1
1、车工工艺规范适用于本公司产品的零部件的车加工
凡图纸工艺文件上无特殊要求的,均按本工艺规范执行
2、技术要求1
1、加工表面不能有降低零件强度及寿命的沟浪、碰伤等缺陷
2、在本工序完工后出现的毛刺、尖角,由本工序去除
3、毛坯为铸件,当加工到成品后,对影响质量的表面不准有砂眼、气孔、缩孔、裂纹等及其他缺陷
4、对有公差要求的尺寸,在加工时应尽量按其中间公差加工
5、对于圆车零件未注的尖角按0
5×45°倒角执行,热处理前粗加工未注倒角按3×45°
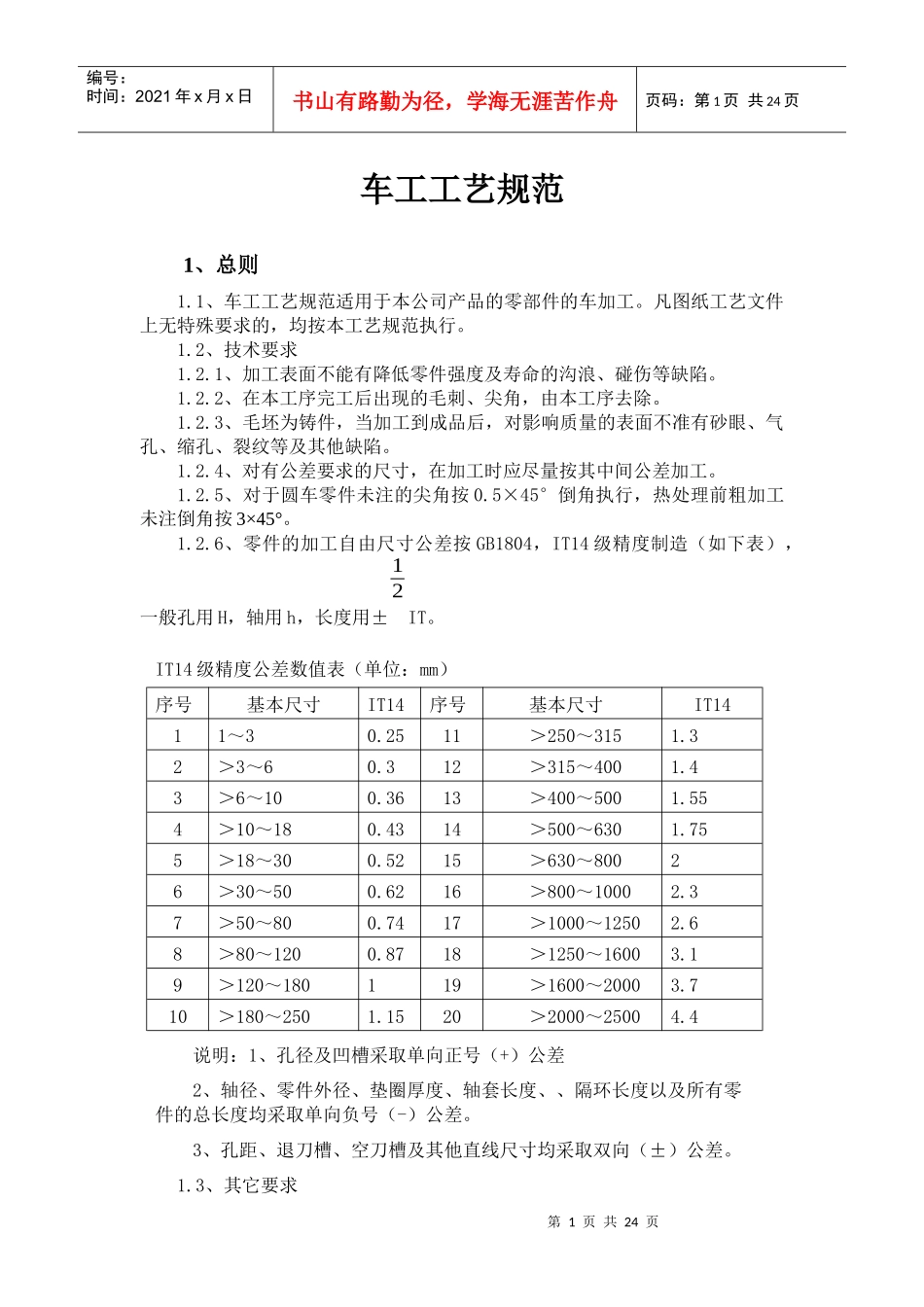
6、零件的加工自由尺寸公差按GB1804,IT14级精度制造(如下表),一般孔用H,轴用h,长度用±12IT
IT14级精度公差数值表(单位:mm)序号基本尺寸IT14序号基本尺寸IT1411~30
2511>250~3151
32>3~60
312>315~4001
43>6~100
3613>400~5001
554>10~180
4314>500~6301
755>18~300
5215>630~80026>30~500
6216>800~10002
37>50~800
7417>1000~12502
68>80~1200
8718>1250~16003
19>120~180119>1600~20003
710>180~2501
1520>2000~25004
4说明:1、孔径及凹槽采取单向正号(+)公差2、轴径、零件外径、垫圈厚度、轴套长度、、隔环长度以及所有零件的总长度均采取单向负号(-)公差
3、孔距、退刀槽、空刀槽及其他直线尺寸均采取双向(±)公差
3、其它要求第2页共24页第1