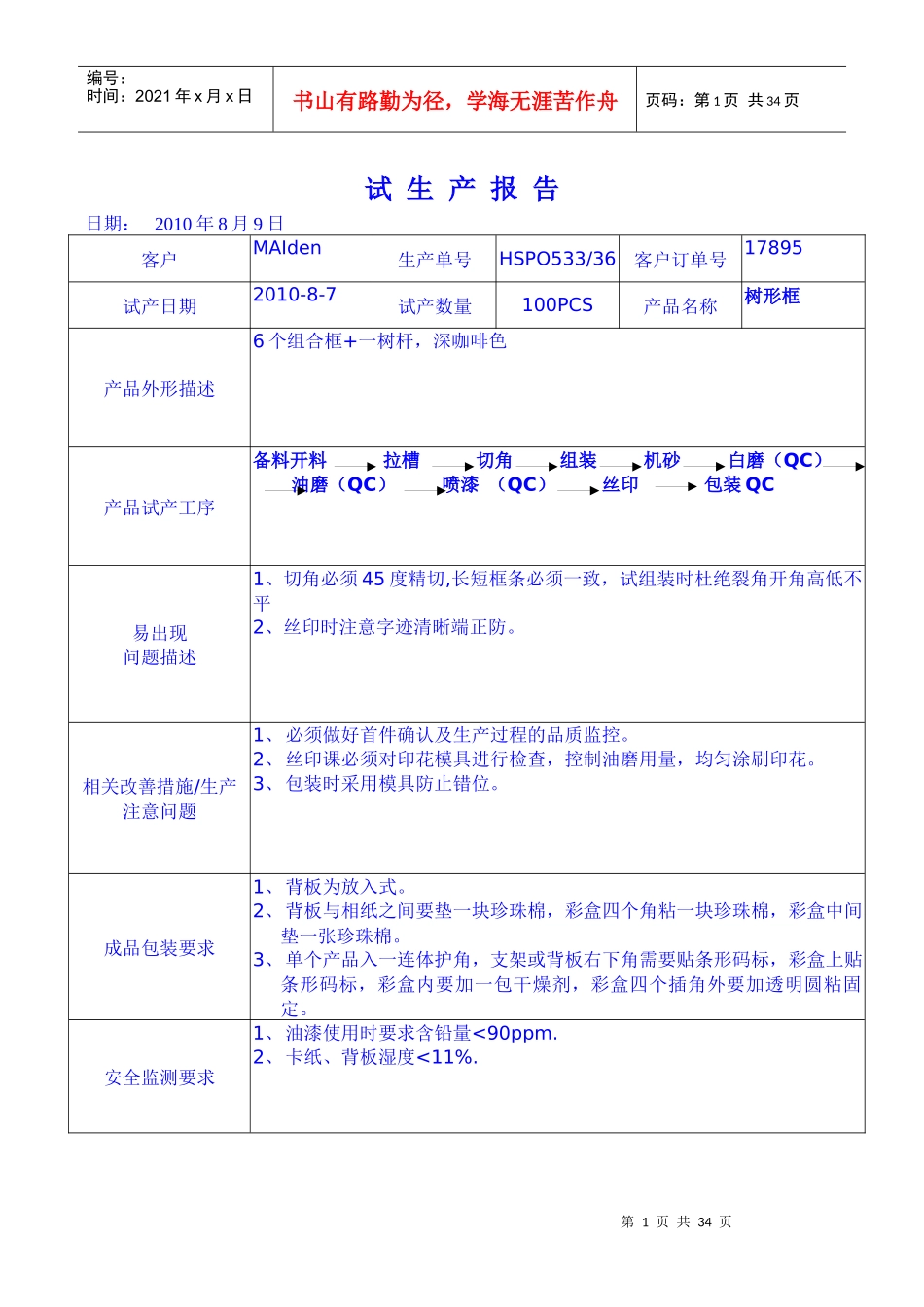
第1页共34页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共34页试生产报告日期:2010年8月9日客户MAIden生产单号HSPO533/36客户订单号17895试产日期2010-8-7试产数量100PCS产品名称树形框产品外形描述6个组合框+一树杆,深咖啡色产品试产工序备料开料拉槽切角组装机砂白磨(QC)油磨(QC)喷漆(QC)丝印包装QC易出现问题描述1、切角必须45度精切,长短框条必须一致,试组装时杜绝裂角开角高低不平2、丝印时注意字迹清晰端正防
相关改善措施/生产注意问题1、必须做好首件确认及生产过程的品质监控
2、丝印课必须对印花模具进行检查,控制油磨用量,均匀涂刷印花
3、包装时采用模具防止错位
成品包装要求1、背板为放入式
2、背板与相纸之间要垫一块珍珠棉,彩盒四个角粘一块珍珠棉,彩盒中间垫一张珍珠棉
3、单个产品入一连体护角,支架或背板右下角需要贴条形码标,彩盒上贴条形码标,彩盒内要加一包干燥剂,彩盒四个插角外要加透明圆粘固定
安全监测要求1、油漆使用时要求含铅量