第1页共5页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共5页冷作铆工通用工艺范围本守则规定了冷作(铆工)加工的工艺规划,适用于本公司的冷作加工
2放样结构件放样是冷作加工的第一道工序
通过对结构件进行放样,确定各零售的实际尺寸后才能进行下料,加工成形,组装,焊接等工序
1准备工作结构件放样原则上在放样工作台上进行,对大件放样在垫平的钢板上进行
对放样台要求光线充足,放样前准备好手剪刀、划线、粉线、角尺、直尺、圆规、样冲等工具
2放样基准放样前首先应仔细研究图样,找出放样基准,确定哪些零件尺寸可按已知尺寸直接划出,哪些尺寸要按相关连接条件确定划出
放样基准一般按下列三种类型选择:A)以两个互相垂直的平面为基准B)以两条中心线为基准C)以一个平面和一条中心线为基准2
3放样程序放样时首先划基准线,再划其他直线、弧线、相贯线
4样板,样杆的制作2
1结构件放样后应制作样板或样杆,样板一般用0
5-2mm钢板制作,样杆一般用扁钢、角钢、圆钢制作
样板按用途有三种:A)划线(号料)样板:用于零件号料,切口,开洞,展开等B)弯曲样板:用于零件折弯,卷圆时的找正等C)检验样板:用于零件成型后的检查2
2对于零件以中心线对称的,划线(号料)样板应在中心线两端剪出三角切口用于在工件上划中心线;对在零件中要开孔,精度要求不高的在孔中心所在位置样板上打上样冲眼,对精度要求高的在孔中心所在位置和孔十字中心线与孔交线位置样板上钻上2-3mm孔用于在工件上打样冲眼
为保证零件下料尺寸,在样板,样杆制作时应处理切(割)缝
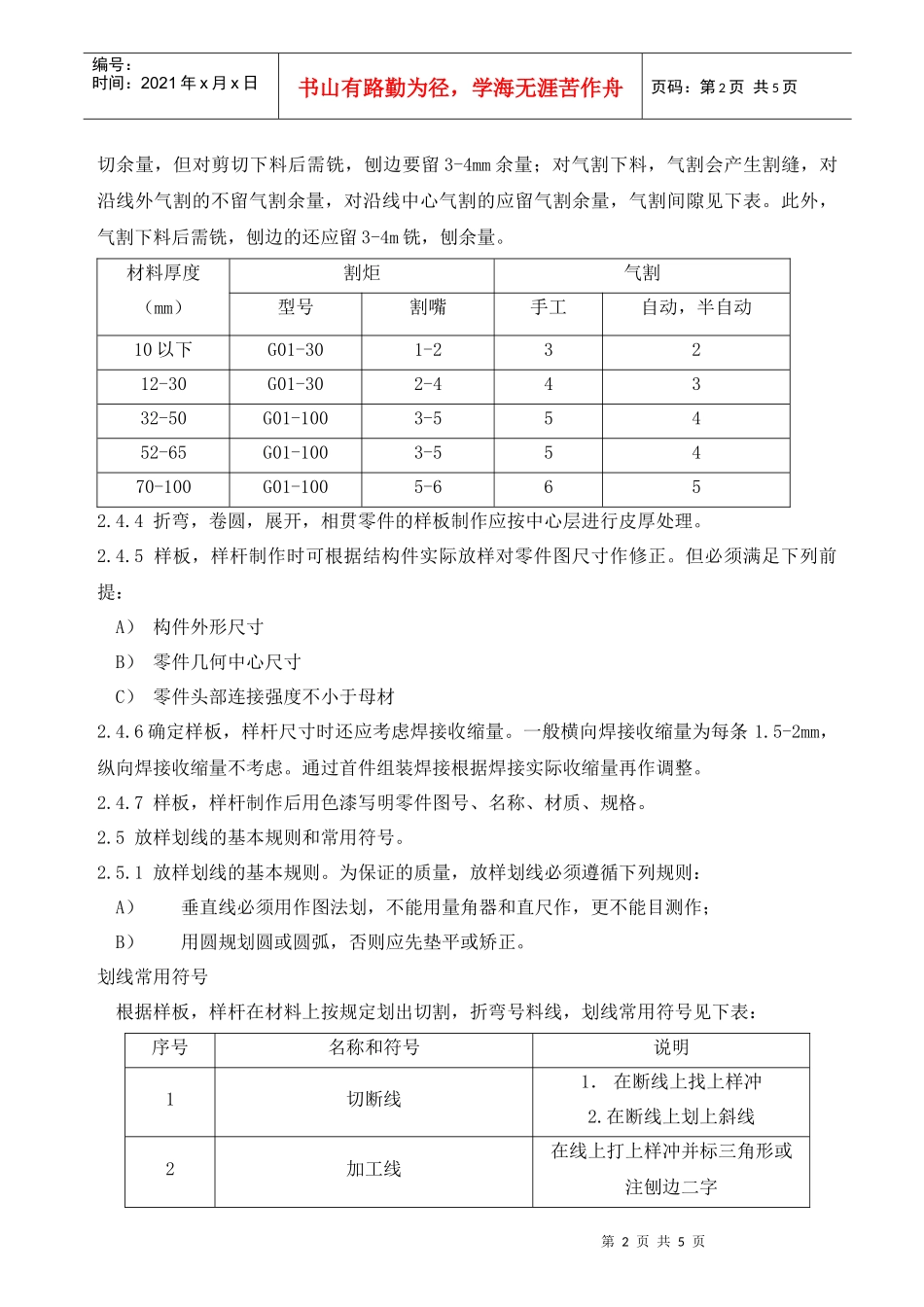
对剪切下料的一般不放剪第2页共5页第1页共5页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共5页切余量,但对剪切下料后需铣,刨边要留3-4mm余量;对气割下料,气割会产生割缝,对沿线外气割的不留气割余量,对沿