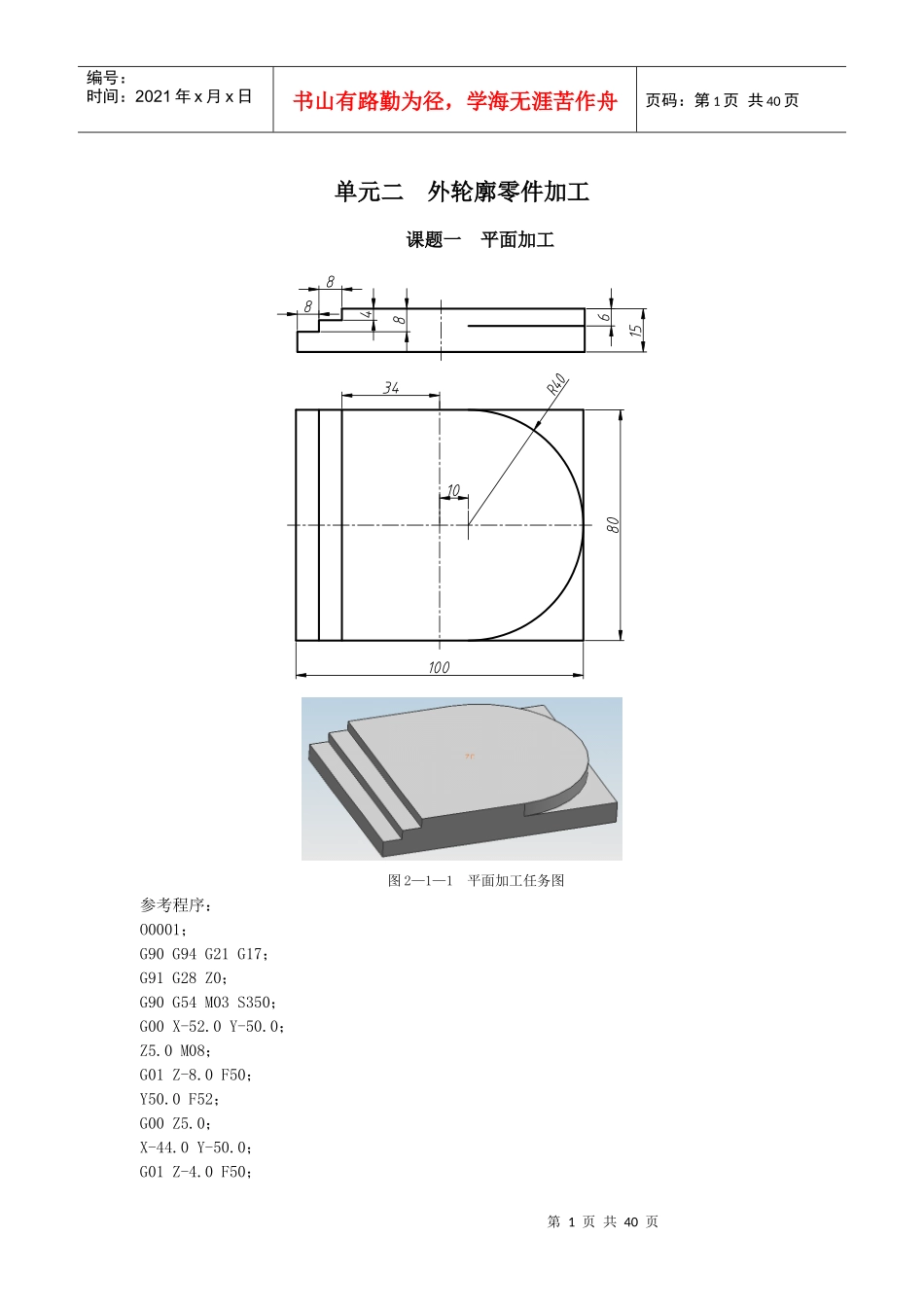
第1页共40页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共40页单元二外轮廓零件加工课题一平面加工图2—1—1平面加工任务图参考程序:O0001;G90G94G21G17;G91G28Z0;G90G54M03S350;G00X-52
0M08;G01Z-8
0F50;Y50
0F52;G00Z5
0;X-44
0;G01Z-4
0F50;第2页共40页第1页共40页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共40页Y50
0F52;G00Z5
0;G01Z-6
0F50;G02X10
0F52;G00Z20
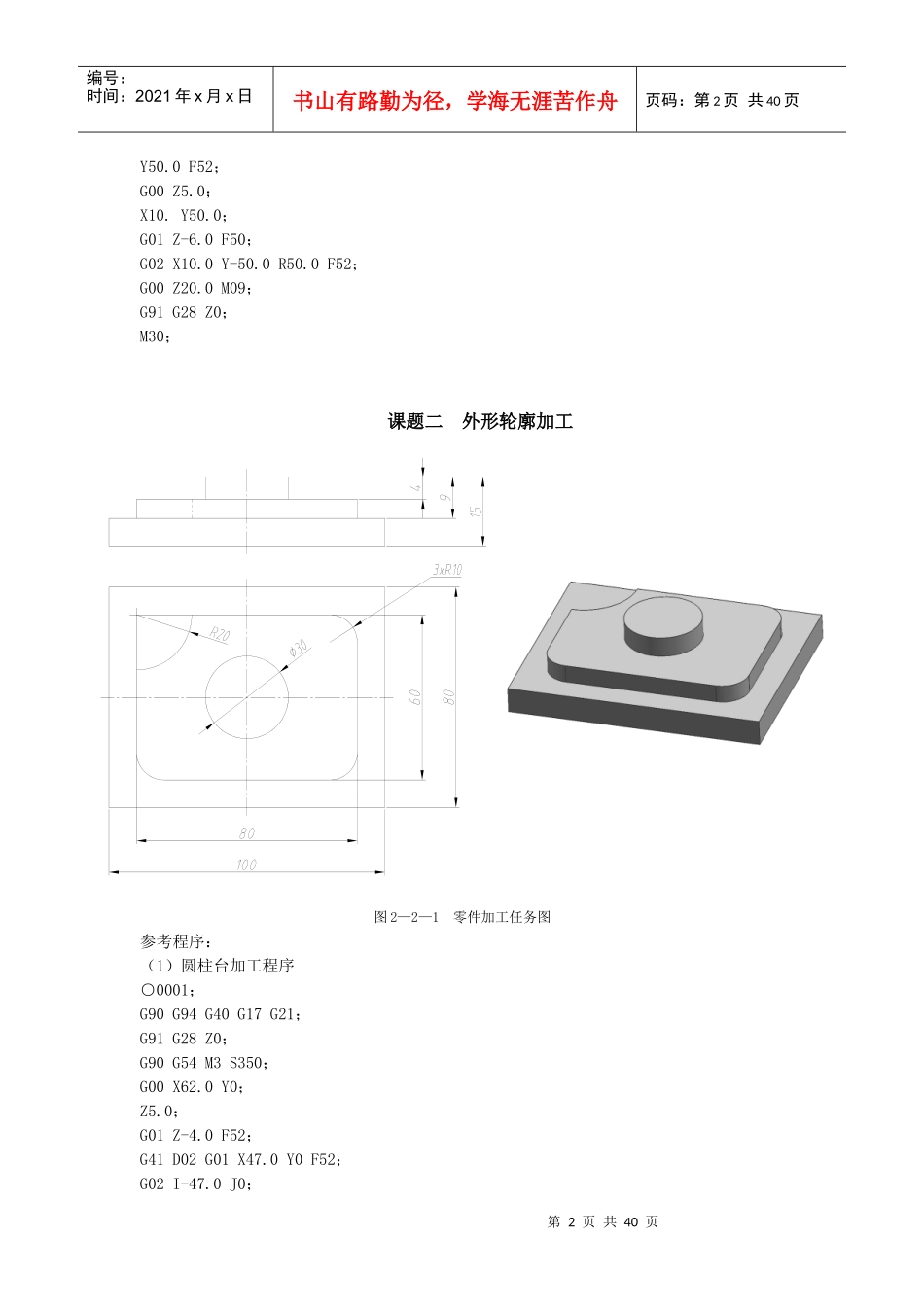
0M09;G91G28Z0;M30;课题二外形轮廓加工图2—2—1零件加工任务图参考程序:(1)圆柱台加工程序○0001;G90G94G40G17G21;G91G28Z0;G90G54M3S350;G00X62
0Y0;Z5
0;G01Z-4
0F52;G41D02G01X47
0Y0F52;G02I-47
0J0;第3页共40页第2页共40页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共40页G40G01X62
0Y0;G41D02G01X31
0YO;G02I-31
0J0;G40G01X62
0Y0;G41D02G01X15
0Y0;G02I-15
0J0;G40G01X62
0Y0;G00Z20
0;G91G28Z0;M30;(2)外轮廓加工程序○0002;G90G94G40G17G21;G91G28ZO;G90G54M03S350;G00X-62
0M08;Z5
0;G01Z-9
0F52;G41D02G01X-40
0F52;G01X-20
0;G02X4