第1页共5页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共5页CO-TRUSTCTS7-200PLC在注塑设备控制系统中的应用一、注塑机介绍注塑成型是将材料热融化后喷射注入到模具内,经由冷却与塑化后得到成形品的方法,而注塑机就是完成这个过程的设备
注塑机集机、电、液于一体的典型系统,因具有一次能够成型复杂制品、后加工量少、加工的塑料种类多等特点,自问世以来,发展极为迅速,目前已成为塑料成型加工的主要设备
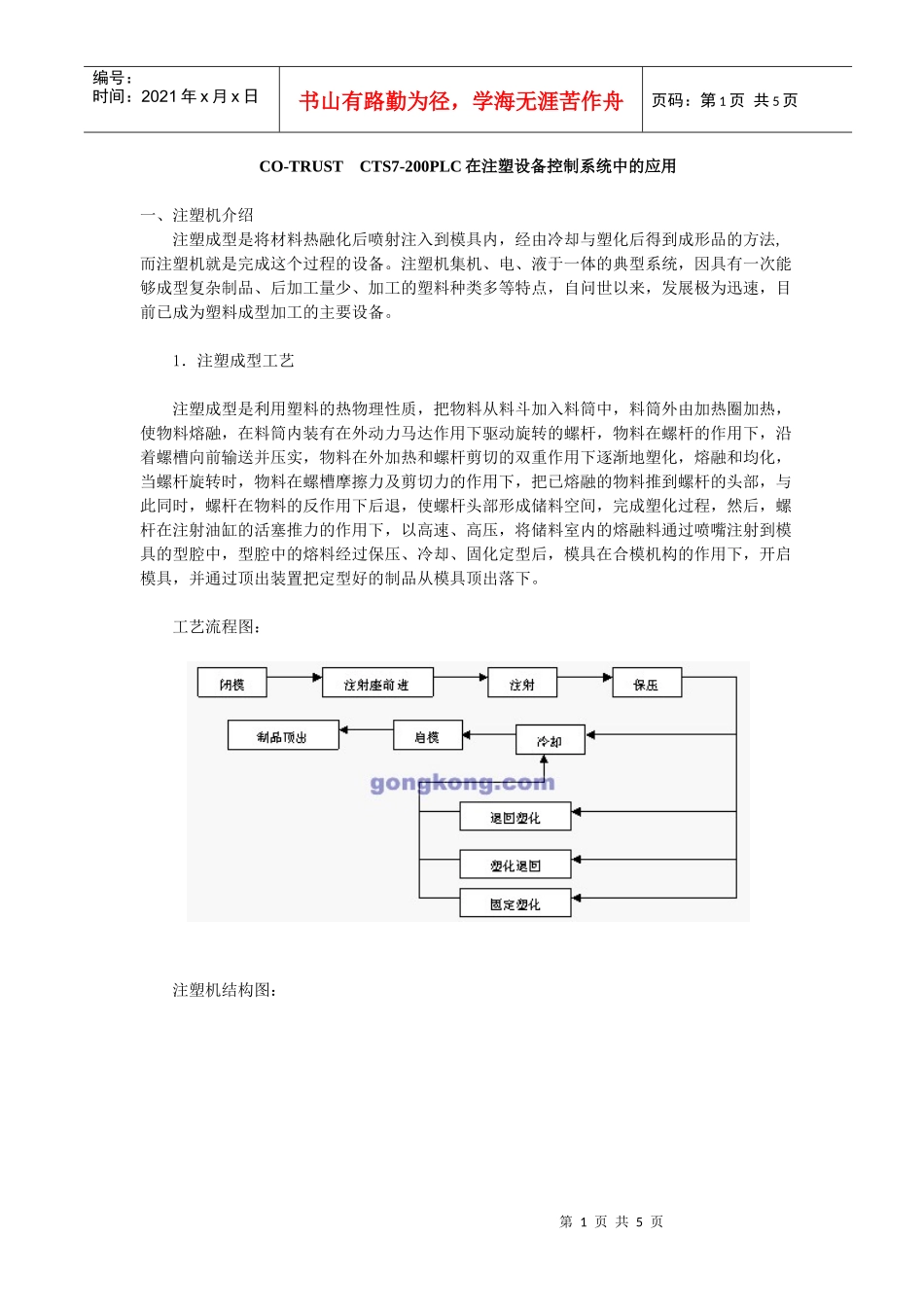
1.注塑成型工艺注塑成型是利用塑料的热物理性质,把物料从料斗加入料筒中,料筒外由加热圈加热,使物料熔融,在料筒内装有在外动力马达作用下驱动旋转的螺杆,物料在螺杆的作用下,沿着螺槽向前输送并压实,物料在外加热和螺杆剪切的双重作用下逐渐地塑化,熔融和均化,当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下,把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用下后退,使螺杆头部形成储料空间,完成塑化过程,然后,螺杆在注射油缸的活塞推力的作用下,以高速、高压,将储料室内的熔融料通过喷嘴注射到模具的型腔中,型腔中的熔料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制品从模具顶出落下
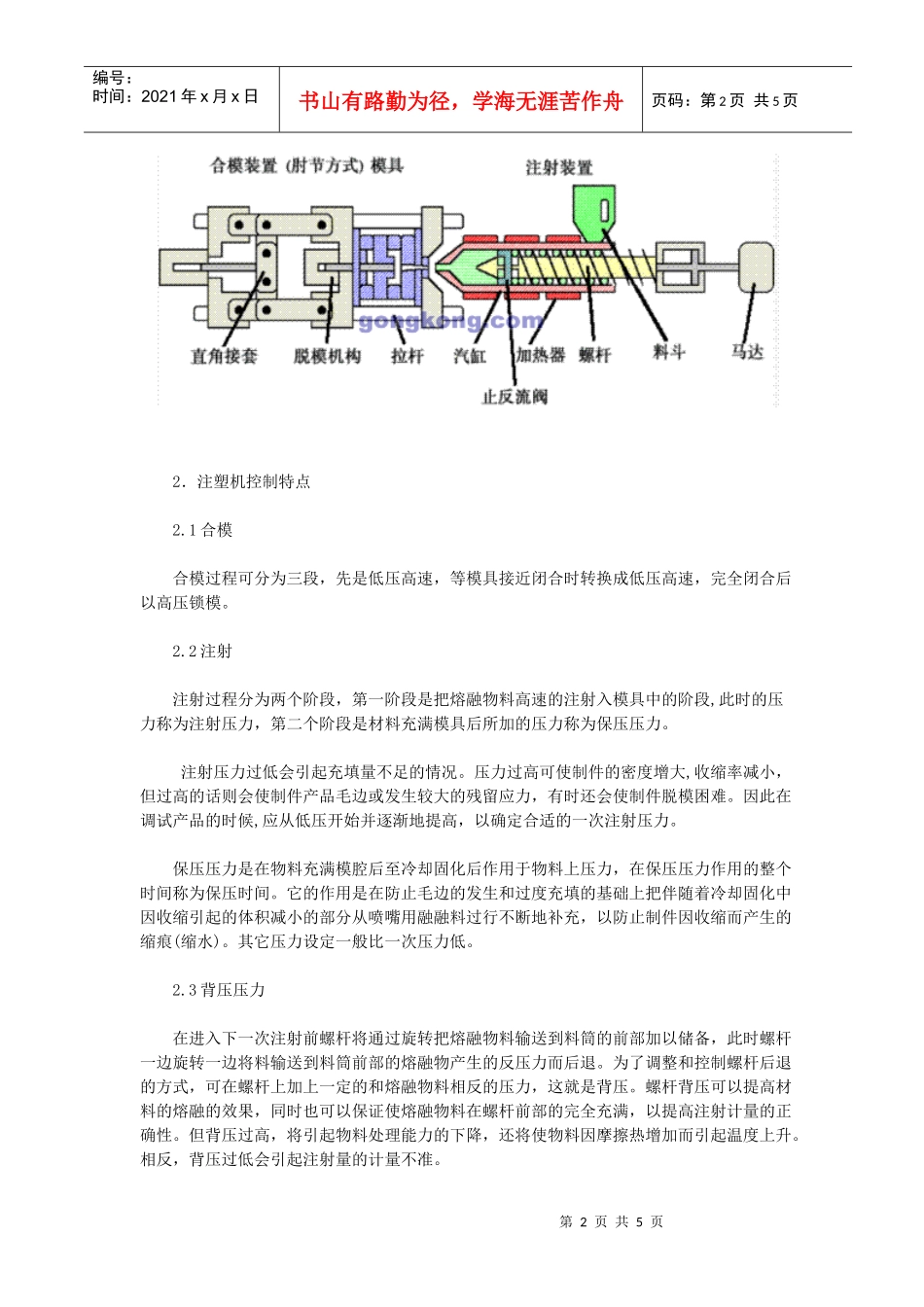
工艺流程图:注塑机结构图:第2页共5页第1页共5页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共5页2.注塑机控制特点2
1合模合模过程可分为三段,先是低压高速,等模具接近闭合时转换成低压高速,完全闭合后以高压锁模
2注射注射过程分为两个阶段,第一阶段是把熔融物料高速的注射入模具中的阶段,此时的压力称为注射压力,第二个阶段是材料充满模具后所加的压力称为保压压力
注射压力过低会引起充填量不足的情况
压力过高可使制件的密度增大,收缩率减小,但过高的话则会使制件产品毛边或发生较大的残留应力,有时还会使制件脱模困