第七章等离子弧焊设备7
1等离子弧焊的特点及应用7
1等离子弧的类型等离子弧是一种被压缩的钨极氩弧,具有很高的能量密度及温度
等离子弧的压缩是依靠水冷铜喷嘴的拘束作用实现的,等离子弧通过水冷铜喷嘴时受到下列三种压缩作用:1)机械压缩水冷铜喷嘴孔径限制了弧柱截面积的自由扩大,这种拘束作用就是机械压缩;2)热压缩喷嘴中的冷却水使喷嘴内壁附近形成一层冷气膜,进一步减小了弧柱的有效导电面积,从而进一步提高了电弧弧柱的能量密度及温度,这种依靠水冷使弧柱温度及能量密度进一步提高的作用就是热压缩;3)电磁压缩由于以上两种压缩效应,使得电弧电流密度增大,电弧电流自身磁场产生的电磁收缩力增大,使电弧又受到进一步的压缩,这就是电磁压缩;根据电源的连接方式,等离子弧分为非转移型电弧、转移型电弧及联合型电弧三种
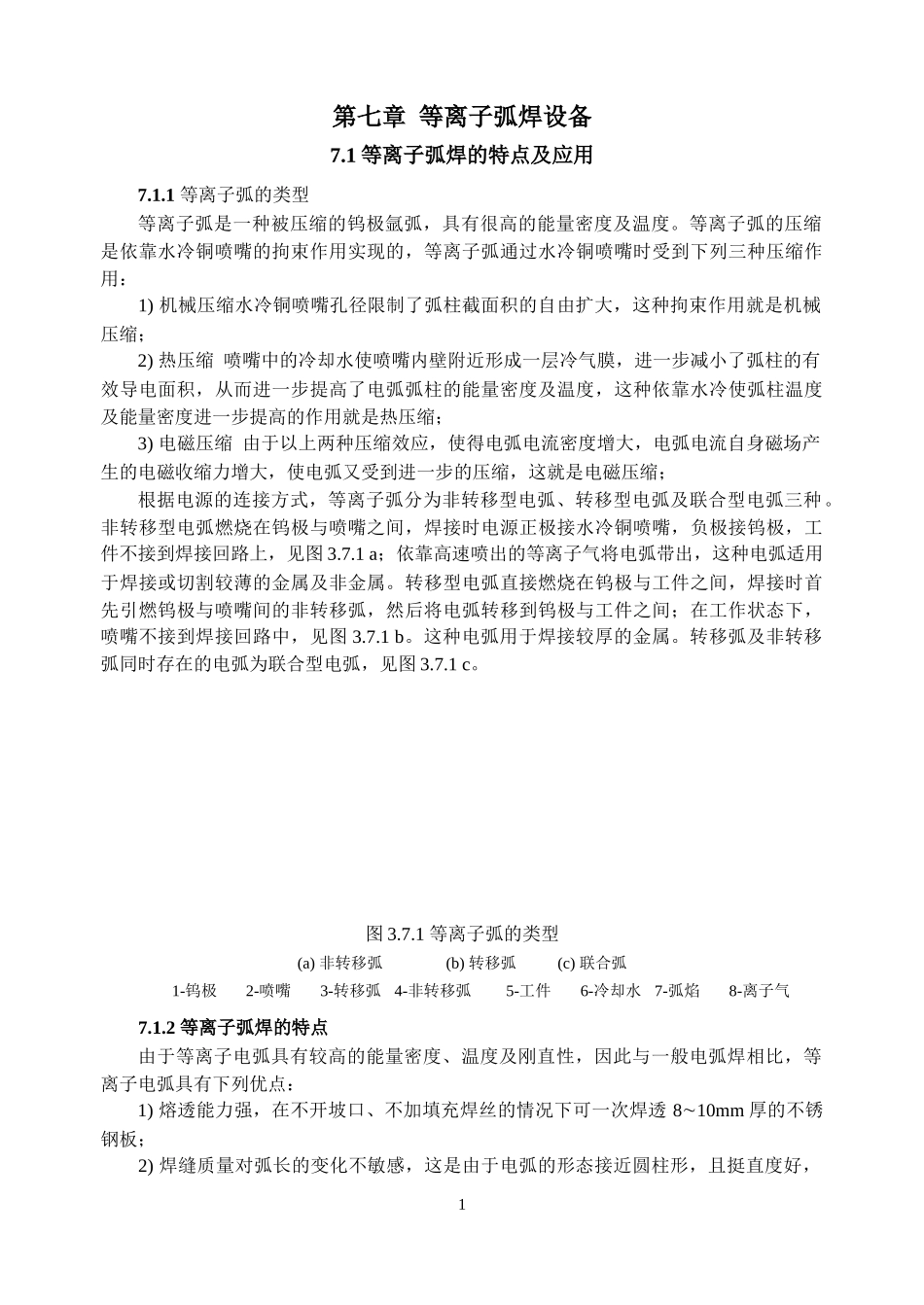
非转移型电弧燃烧在钨极与喷嘴之间,焊接时电源正极接水冷铜喷嘴,负极接钨极,工件不接到焊接回路上,见图3
1a;依靠高速喷出的等离子气将电弧带出,这种电弧适用于焊接或切割较薄的金属及非金属
转移型电弧直接燃烧在钨极与工件之间,焊接时首先引燃钨极与喷嘴间的非转移弧,然后将电弧转移到钨极与工件之间;在工作状态下,喷嘴不接到焊接回路中,见图3
这种电弧用于焊接较厚的金属
转移弧及非转移弧同时存在的电弧为联合型电弧,见图3
1等离子弧的类型(a)非转移弧(b)转移弧(c)联合弧1-钨极2-喷嘴3-转移弧4-非转移弧5-工件6-冷却水7-弧焰8-离子气7
2等离子弧焊的特点由于等离子电弧具有较高的能量密度、温度及刚直性,因此与一般电弧焊相比,等离子电弧具有下列优点:1)熔透能力强,在不开坡口、不加填充焊丝的情况下可一次焊透810mm厚的不锈钢板;2)焊缝质量对弧长的变化不敏感,这是由于电弧的形态接近圆柱形,且挺直度好,1弧长变化时对加热斑点的面积影响很小,易