第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共6页宁波湾头大桥钢梁焊接工艺评定裴雪峰张健峰孙立雄摘要:针对宁波湾头大桥钢梁所用Q345-qD和Q370-qE钢,对各种焊接焊头进行了焊接工艺评定试验
各项力学性能试验结果表明,试验所选择的焊接材料匹配合适,焊接工艺参数合理,各项力学性能指标满足设计及相关规范要求
关键词:焊接工艺评定;焊接接头;力学性能1工程概况宁波湾头大桥位于姚江湾头三江口东侧江面上,其中主桥为下承式连续钢桁架拱桥
拱肋(主梁)箱型梁断面大,焊接接头形式多样,焊缝空间位置齐全,且普遍的采用了熔透焊缝
同时局部操作空间有限,因此,钢箱梁焊接工作具有相当大的难度
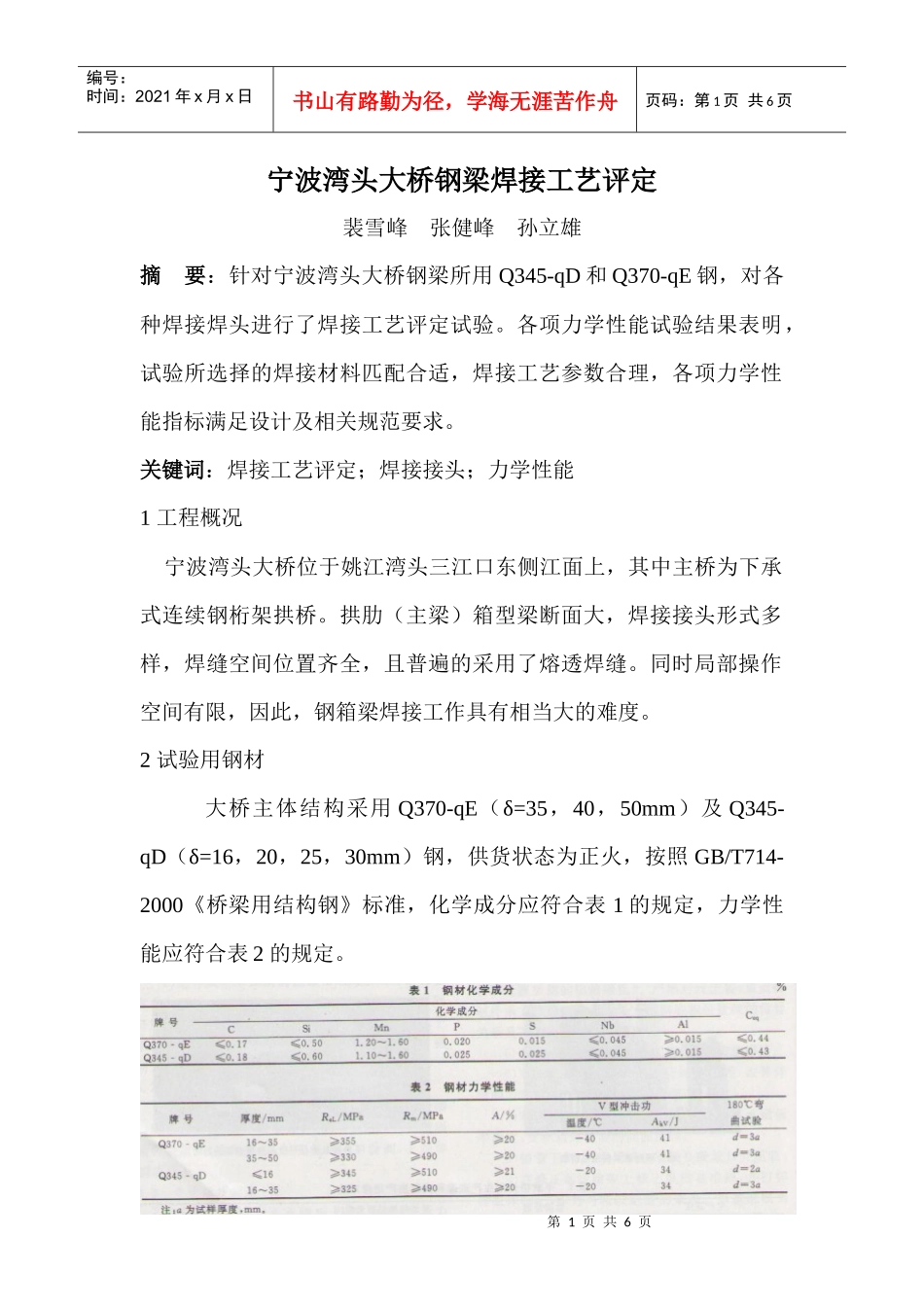
2试验用钢材大桥主体结构采用Q370-qE(δ=35,40,50mm)及Q345-qD(δ=16,20,25,30mm)钢,供货状态为正火,按照GB/T714-2000《桥梁用结构钢》标准,化学成分应符合表1的规定,力学性能应符合表2的规定
第2页共6页第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共6页试验用钢板厚度Q345-qD为16,30mm
Q370-qE为40,50mm共4种规格,经出厂检验和工厂复验,其化学成分和力学性能均符合标准的规定
3焊接材料的选择焊接材料应选用熔敷金属含氢量低、焊接工艺性能和冶金性能好的焊条、焊剂和焊丝
经过多次反复试验后,选定的焊接材料如下:埋弧自动焊:H08Mn2E+SJ101q气体保护焊:E501T-1(Φ1
2),保护气体CO2Supercored71H(Φ1
2),保护气体CO2ER50-6(Φ1
2),保护气体CO2、手工电弧焊:SHJ507Ni(Φ4,Φ5)H08Mn2E焊丝是在国产标准焊丝H10Mn2和H08MnA的基础上,降低碳含量以降低焊缝强度,降低S、P含量并在内部控制