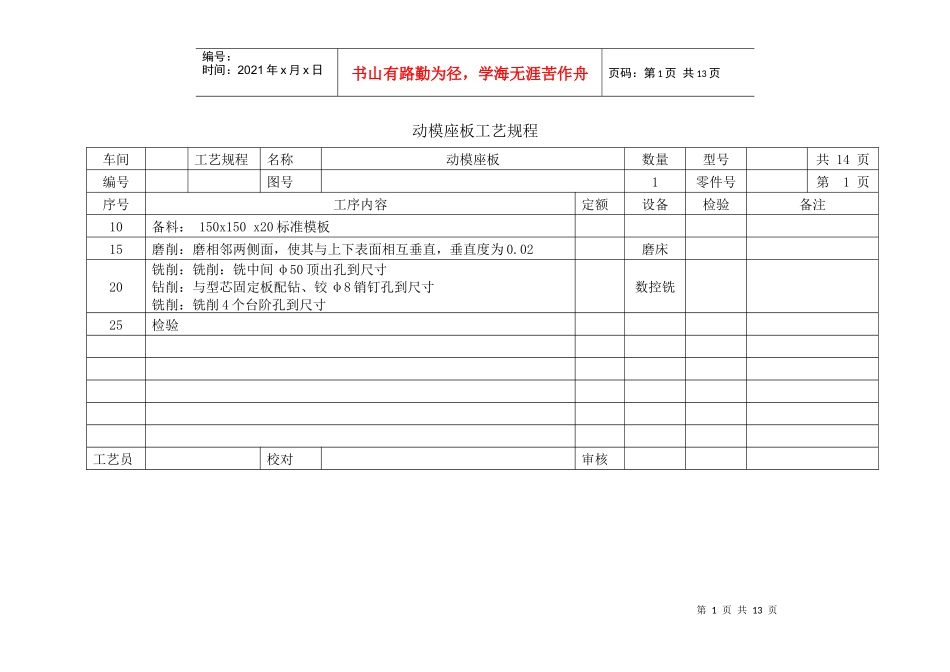
第1页共13页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共13页动模座板工艺规程车间工艺规程名称动模座板数量型号共14页编号图号1零件号第1页序号工序内容定额设备检验备注10备料:150x150x20标准模板15磨削:磨相邻两侧面,使其与上下表面相互垂直,垂直度为0
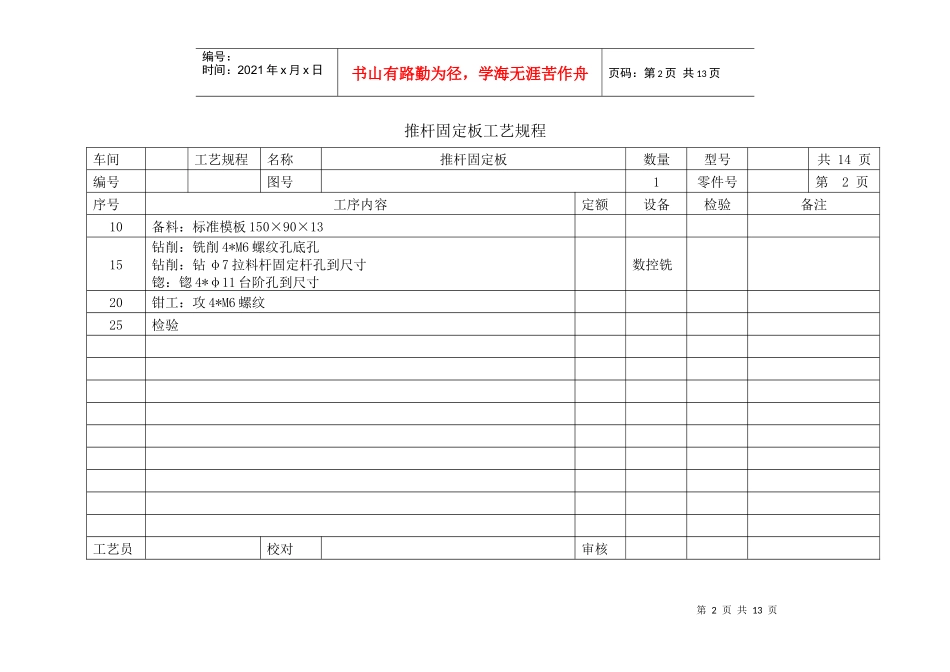
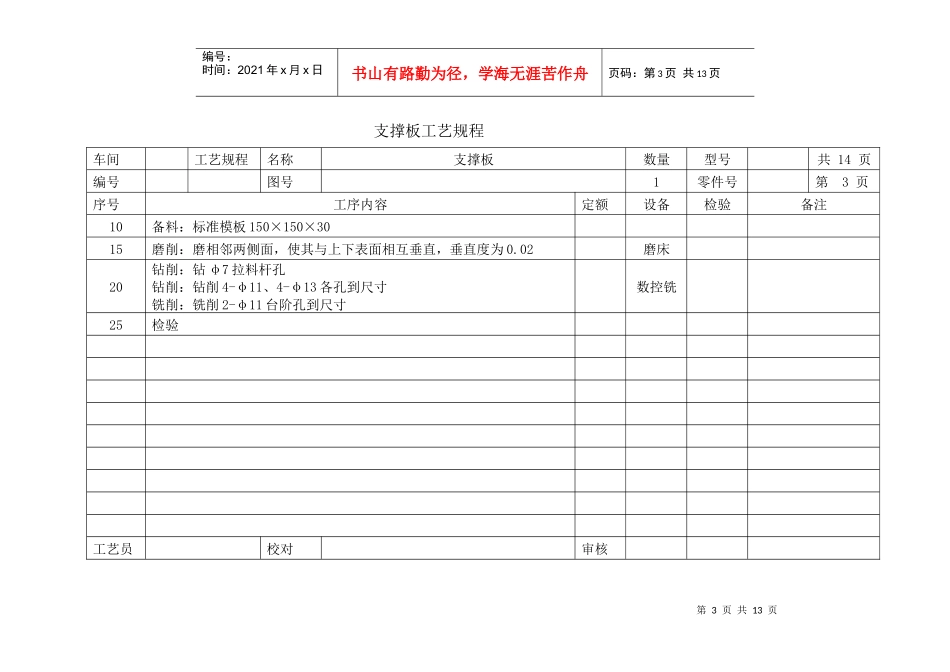
02磨床20铣削:铣削:铣中间φ50顶出孔到尺寸钻削:与型芯固定板配钻、铰φ8销钉孔到尺寸铣削:铣削4个台阶孔到尺寸数控铣25检验工艺员校对审核第2页共13页第1页共13页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共13页推杆固定板工艺规程车间工艺规程名称推杆固定板数量型号共14页编号图号1零件号第2页序号工序内容定额设备检验备注10备料:标准模板150×90×1315钻削:铣削4*M6螺纹孔底孔钻削:钻φ7拉料杆固定杆孔到尺寸锪:锪4*φ11台阶孔到尺寸数控铣20钳工:攻4*M6螺纹25检验工艺员校对审核第3页共13页第2页共13页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共13页支撑板工艺规程车间工艺规程名称支撑板数量型号共14页编号图号1零件号第3页序号工序内容定额设备检验备注10备料:标准模板150×150×3015磨削:磨相邻两侧面,使其与上下表面相互垂直,垂直度为0
02磨床20钻削:钻φ7拉料杆孔钻削:钻削4-φ11、4-φ13各孔到尺寸铣削:铣削2-φ11台阶孔到尺寸数控铣25检验工艺员校对审核第4页共13页第3页共13页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共13页滑块工艺规程车间工艺规程名称滑块数量型号共14页编号图号1零件号第4页序号工序内容定额设备检验备注10备料50×40×16板料,调质状态,硬度28-32HRC15铣削:铣六面到尺寸42