第1页共13页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共13页题目给定的零件是CA6140拨叉它位于车床变速机构中,拨叉是一咱辅助零件,通过拨叉控制滑套与旋转齿轮的接合
滑套上有凸块,滑套的凸块插入齿轮的凹位,把滑套与齿轮固连在一起,使齿轮带动滑套,滑套带动输出轴,将动力从输入轴传至输出轴
摆动拨叉可控制滑套与不同齿轮的结合与分离,主要起换档目的
宽度为18+0
0120mm的槽尺寸精度要求很高,因为在拨叉拔动使滑移齿轮时如果槽的尺寸精度不高或间隙很大时,滑移齿轮得不到很高的位置精度
所以,宽度为18+0
0120mm的槽和滑移齿轮的配合精度要求很高
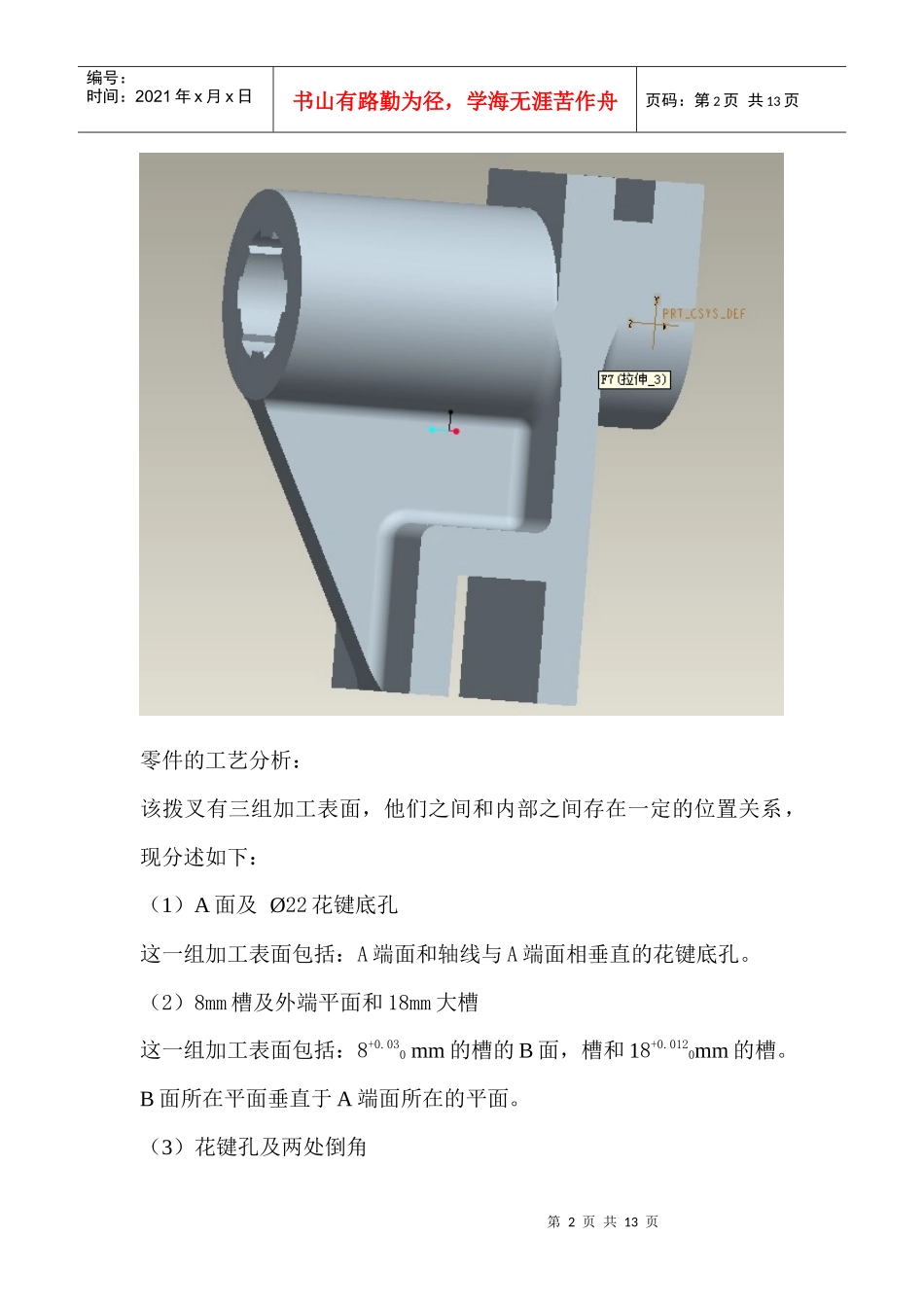
第2页共13页第1页共13页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共13页零件的工艺分析:该拨叉有三组加工表面,他们之间和内部之间存在一定的位置关系,现分述如下:(1)A面及Ø22花键底孔这一组加工表面包括:A端面和轴线与A端面相垂直的花键底孔
(2)8mm槽及外端平面和18mm大槽这一组加工表面包括:8+0
030mm的槽的B面,槽和18+0
0120mm的槽
B面所在平面垂直于A端面所在的平面
(3)花键孔及两处倒角第3页共13页第2页共13页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共13页这一组加工表面包括:6-Ø22mm的六个方齿花键孔,及Ø25mm花键底孔两端的2×75
根据要求,可以先加工A面及Ø22花键底孔,而后基它表面的加工以这两个表面为精基准进行
(一)确定毛坯的制造方法零件材料为HT200灰铸铁,考虑到零件需加工表面少,精度要求不是很高,有强肋,无交变载荷,属间歇工作,故选用金属型铸件,满足不加工表面的粗糙度要求及生产纲领要求
零件形状简单,毛坯形状要与零件的形状尽量接近,由于内孔很小,不可铸出