第1页共19页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共19页金属风管制作安装施工工艺标准1
依据标准《建筑工程施工质量验收统一标准》GB50300-2001《通风与空调工程施工质量验收规范》GB50243-20022
1材料要求及主要机具:2
1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件
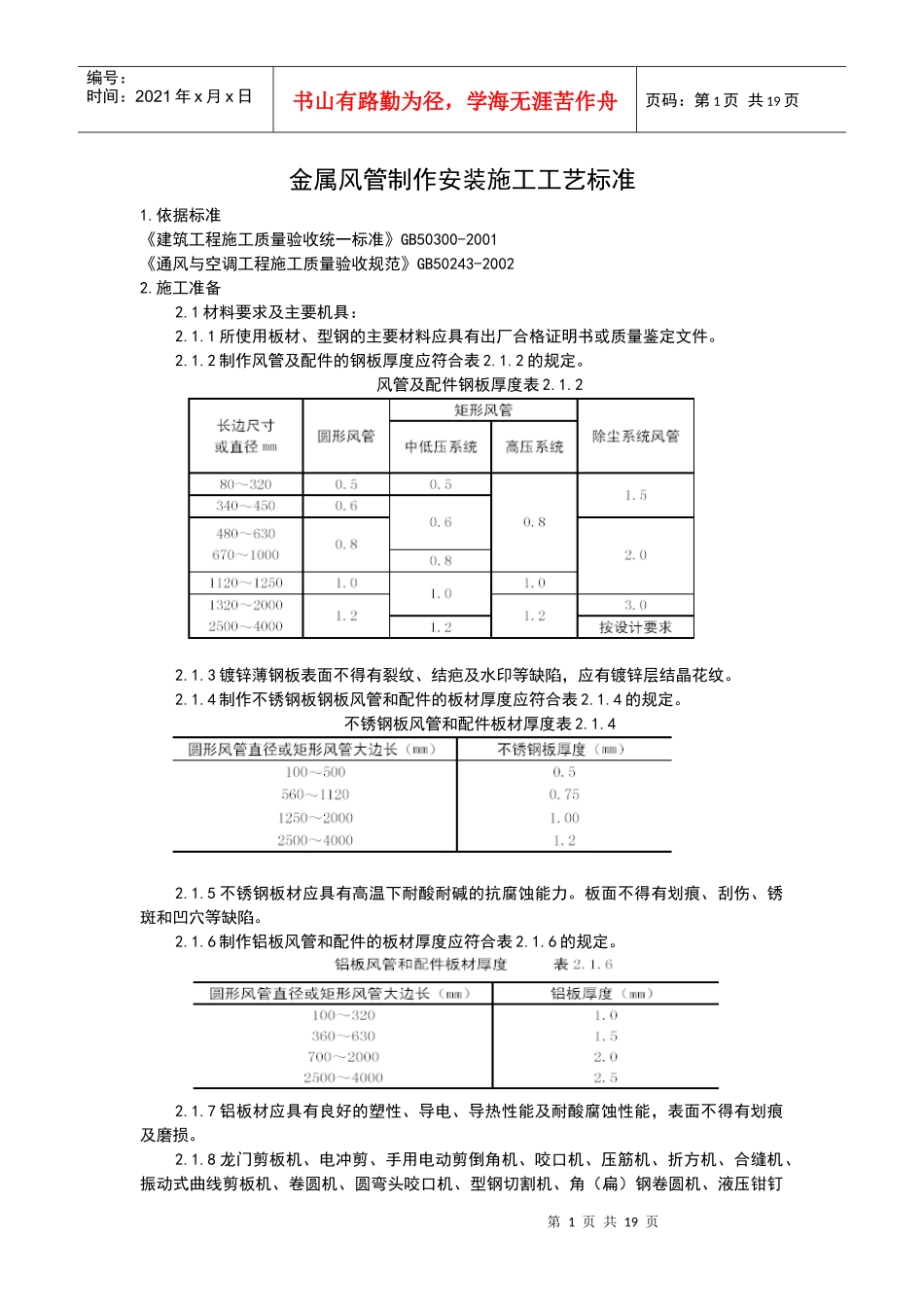
2制作风管及配件的钢板厚度应符合表2
风管及配件钢板厚度表2
3镀锌薄钢板表面不得有裂纹、结疤及水印等缺陷,应有镀锌层结晶花纹
4制作不锈钢板钢板风管和配件的板材厚度应符合表2
不锈钢板风管和配件板材厚度表2
5不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力
板面不得有划痕、刮伤、锈斑和凹穴等缺陷
6制作铝板风管和配件的板材厚度应符合表2
7铝板材应具有良好的塑性、导电、导热性能及耐酸腐蚀性能,表面不得有划痕及磨损
8龙门剪板机、电冲剪、手用电动剪倒角机、咬口机、压筋机、折方机、合缝机、振动式曲线剪板机、卷圆机、圆弯头咬口机、型钢切割机、角(扁)钢卷圆机、液压钳钉第2页共19页第1页共19页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共19页钳、电动拉铆枪、台钻、手电钻、冲孔机、插条法兰机、螺旋卷管机、电、气焊设备、空气压缩机油漆喷枪等设备及不锈钢板尺、钢直尺、角尺量器、划规、划针、洋冲、铁锤、木锤、拍板等小型工具
排烟系统钢板厚度可参照高压系统
2作业条件:2
1集中加工应具有宽敞、明亮、洁净、地面平整、不潮湿的厂房
2现场分散加工应具有能防雨雪、大风及结构牢固的设施
3作业地点要有相应加工工艺的基本机具、设施及电源和可靠的安全防护装置,并配有消防器材