项目四综合类零件的加工教学目的:1、掌握车削外圆、端面、槽等基本操作技术
2、根据图纸,能够合理的编制加工工步
3、掌握薄壁类零件的加工方法
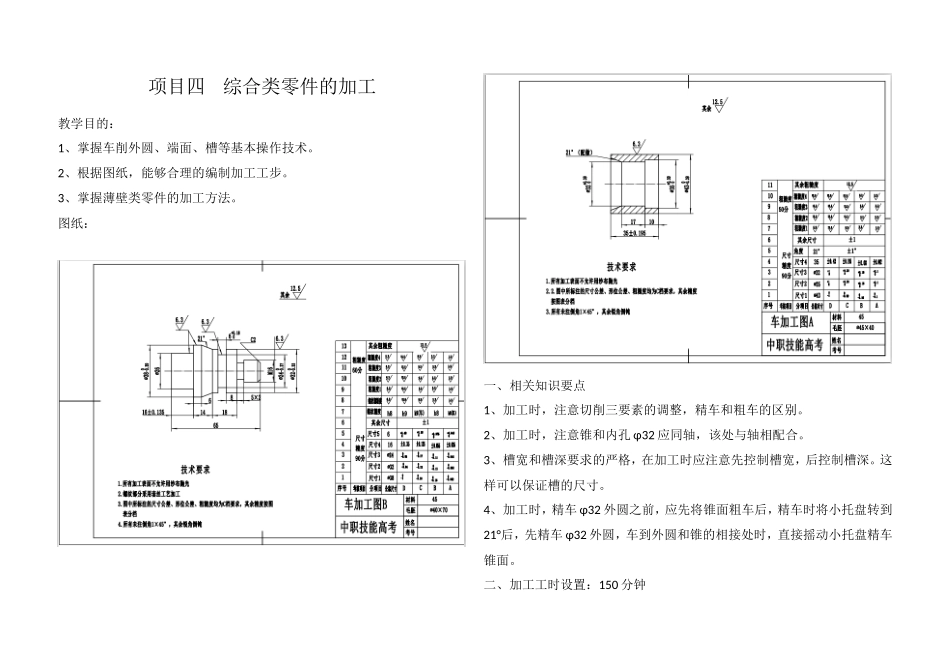
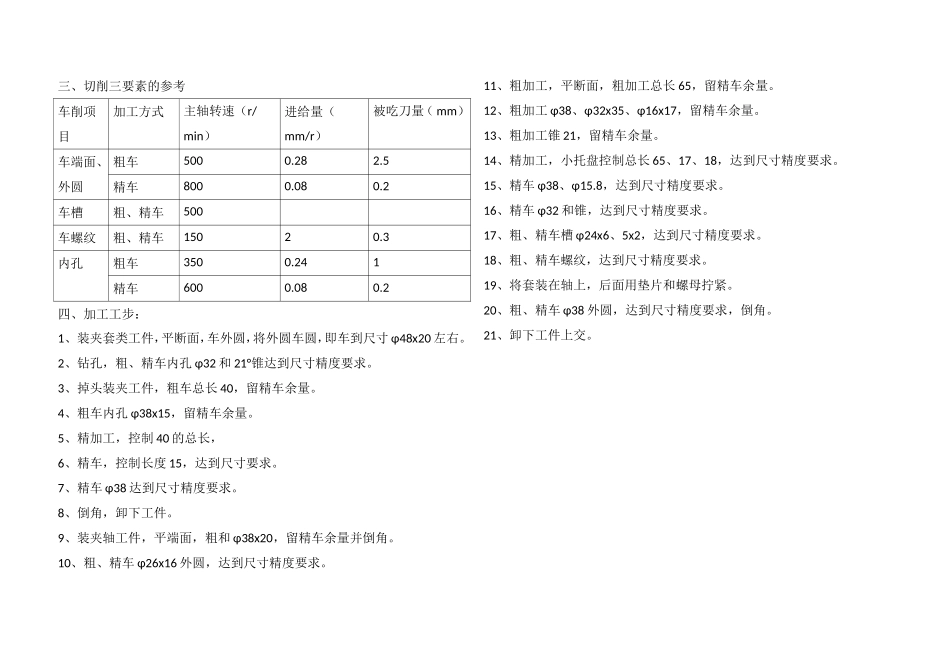
图纸:一、相关知识要点1、加工时,注意切削三要素的调整,精车和粗车的区别
2、加工时,注意锥和内孔φ32应同轴,该处与轴相配合
3、槽宽和槽深要求的严格,在加工时应注意先控制槽宽,后控制槽深
这样可以保证槽的尺寸
4、加工时,精车φ32外圆之前,应先将锥面粗车后,精车时将小托盘转到21°后,先精车φ32外圆,车到外圆和锥的相接处时,直接摇动小托盘精车锥面
二、加工工时设置:150分钟三、切削三要素的参考车削项目加工方式主轴转速(r/min)进给量(mm/r)被吃刀量(mm)车端面、外圆粗车5000
5精车8000
2车槽粗、精车500车螺纹粗、精车15020
3内孔粗车3500
241精车6000
2四、加工工步:1、装夹套类工件,平断面,车外圆,将外圆车圆,即车到尺寸φ48x20左右
2、钻孔,粗、精车内孔φ32和21°锥达到尺寸精度要求
3、掉头装夹工件,粗车总长40,留精车余量
4、粗车内孔φ38x15,留精车余量
5、精加工,控制40的总长,6、精车,控制长度15,达到尺寸要求
7、精车φ38达到尺寸精度要求
8、倒角,卸下工件
9、装夹轴工件,平端面,粗和φ38x20,留精车余量并倒角
10、粗、精车φ26x16外圆,达到尺寸精度要求
11、粗加工,平断面,粗加工总长65,留精车余量
12、粗加工φ38、φ32x35、φ16x17,留精车余量
13、粗加工锥21,留精车余量
14、精加工,小托盘控制总长65、17、18,达到尺寸精度要求
15、精车φ38、φ15
8,达到尺寸精度要求
16、精车φ32和锥,达到尺寸精度要求
17、粗、精车槽φ24x6、5x2,达到尺寸精度要求
18、粗、精车螺纹,达到