24/12/251零件图上所标注的尺寸公差是零件加工最终所要求达到的尺寸要求,工艺过程中许多中间工序的尺寸公差,必须在设计工艺过程中予以确定
工序尺寸及其公差一般都是要通过解算工艺尺寸链确定的
为掌握工艺尺寸链计算规律,这里先介绍尺寸链的概念及尺寸链计算方法,然后再就工序尺寸及其公差的确定方法进行讨论
尺寸链原理与应用尺寸链原理与应用想想为什么呢
24/12/252•1、定义•1、定义尺寸链就是在零件加工或机器装配过程中,由相互联系且按一定顺序连接的尺寸的封闭组合
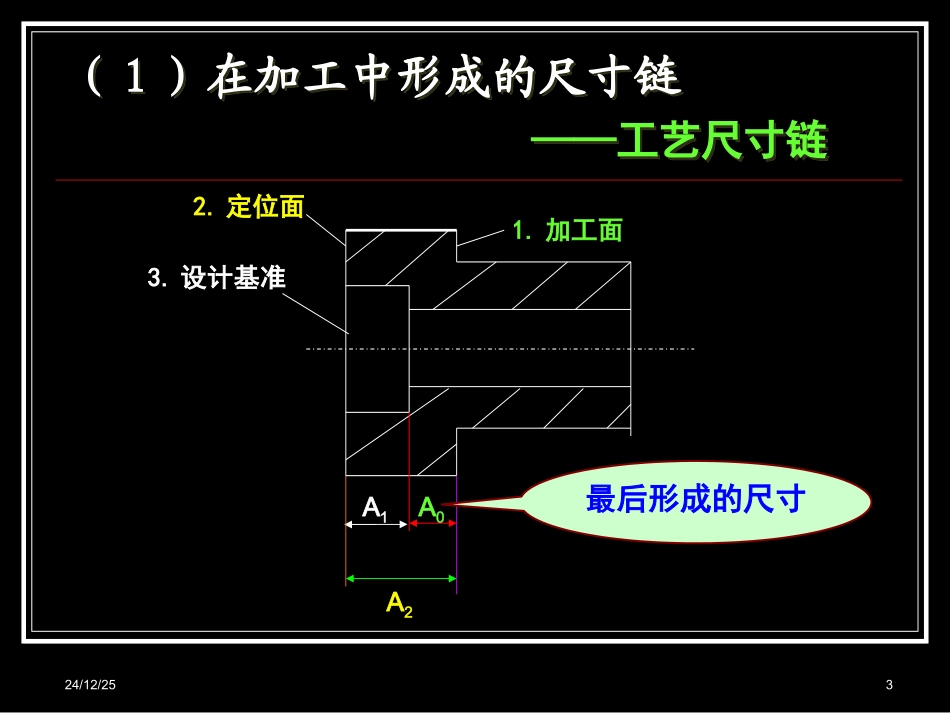
一、尺寸链的定义及其组成24/12/253(1)在加工中形成的尺寸链——工艺尺寸链(1)在加工中形成的尺寸链——工艺尺寸链A2A1A01
设计基准最后形成的尺寸24/12/254(2)在装配中形成的尺寸链——装配尺寸链(2)在装配中形成的尺寸链——装配尺寸链A1A2A0轴承轴装配间隙24/12/255举例图示工件如先以A面定位加工C面,得尺寸A1;然后再以A面定位用调整法加工台阶面B,得尺寸A2;要求保证B面与C面间尺寸A0;A1、A2和A0这三个尺寸构成了一个封闭尺寸组,就形成了一个尺寸链
24/12/2562、尺寸链的特征:——封闭性与关联性3、尺寸链的组成:(1)环(link)——尺寸链中的每一个尺寸
它可以是长度或角度
(2)封闭环(closinglink)——在零件加工或装配过程中间接获得或最后形成的环
(3)组成环(componentlink)——尺寸链中对封闭环有影响的全部环
2、尺寸链的特征:——封闭性与关联性3、尺寸链的组成:(1)环(link)——尺寸链中的每一个尺寸
它可以是长度或角度
(2)封闭环(closinglink)——在零件加工或装配过程中间接获得或最后形成的环
(3)组成环(componentlink)——尺寸链中对封闭环有影