一、施工机具钢筋剥肋滚压直螺纹机、限位挡铁、螺纹环规、力矩扳手及一般扳手等
二、施工预备1、参与滚压直螺纹讨论施工的职员必需进展技巧培训,经调查及格前方可持证上岗操纵
2、钢筋应先调直再加工,瘦语端面要与钢筋轴线垂直,端头曲折、马蹄形严峻的要切去,但不得用气割下料
三、质量恳求剥肋滚压直螺纹钢筋衔接质量恳求请参照本书“钢筋锥螺纹连按工程"章节中响应部分
四、施工工艺1、工艺流程:预接:钢筋端面平头→剥肋滚压螺纹→丝头质量测验→应用套简衔接→讨论测验;现场衔接:钢筋就位→拧下钢筋保护帽跟套筒保护帽→讨论拧紧→作标志→质量测验
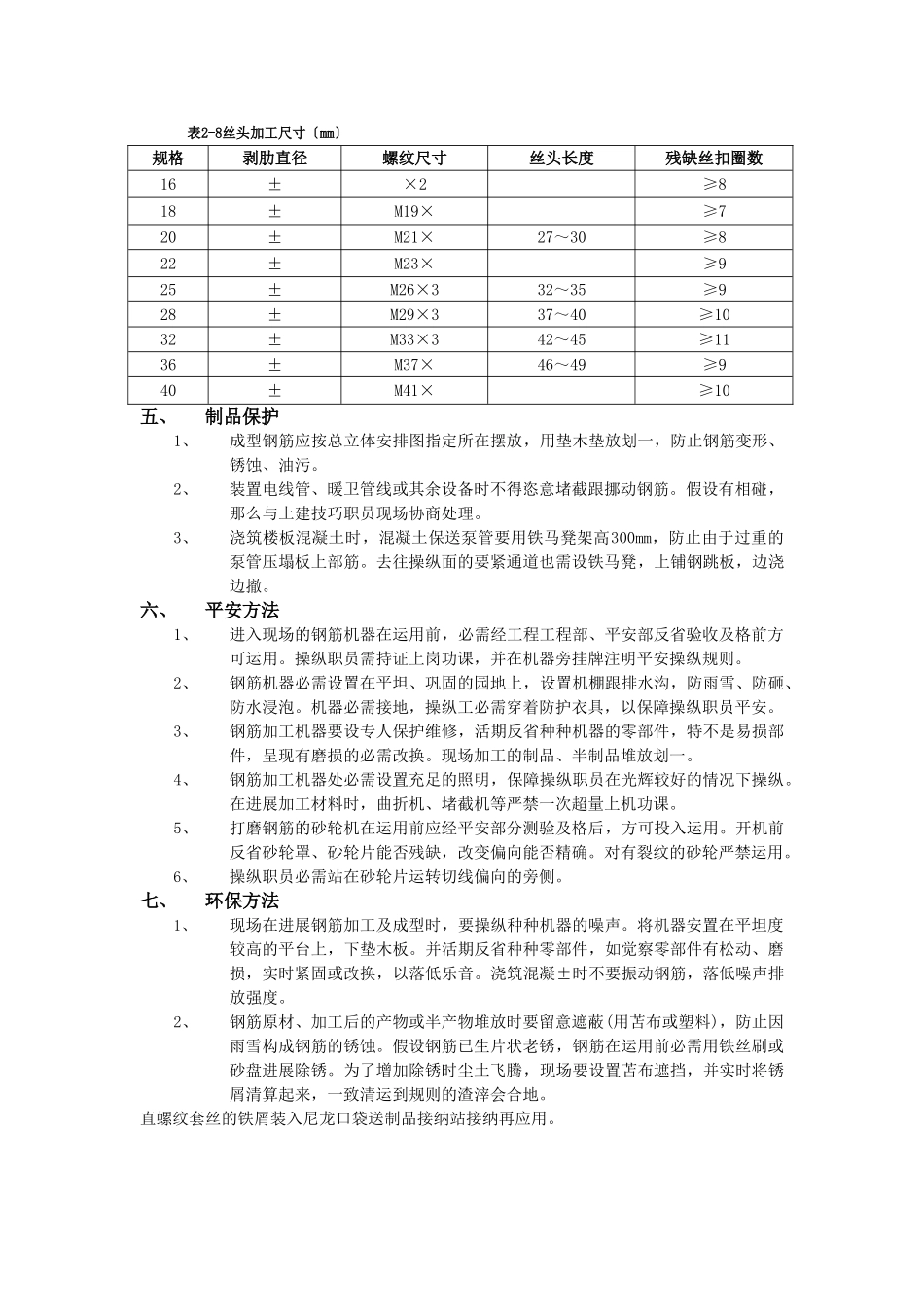
2、钢筋丝头加工:(1)按钢筋规格所需的调剂试棒并调剂好滚丝头内孔最小尺寸
(2)按钢筋规格改换涨刀环,并按规则的丝头加工尺寸调剂好剥肋直径尺寸
(3)调剂剥肋挡块及滚压行程开关地位,保障剥肋及滚压螺纹的长度契合丝头加工尺寸的规则
3、钢筋丝头加工实现、测验及格后,要用公用的钢筋丝头保护帽或衔接套筒对钢筋丝头进展保护,以防螺纹在钢筋挪动转移或运输进程中被破坏或净化
4、运用扳手或管钳对钢筋讨论拧紧时,只需到达力矩扳手调定的力矩值即可
5、钢筋端部平头最好运用台式砂轮片切割机进展切割
6、衔接钢筋本卷须知:(1)钢筋丝头经测验及格后应坚持千净无损害
(2)所连钢筋规格必需与衔接套规格分歧
(3)衔接水平钢筋时,必需从一头往另一头顺次衔接,不得从中间往中间或中间往两头衔接
(4)衔接钢筋时,必定要先将待衔接钢筋丝头拧入同规格的衔接套之后,再用劲矩扳手拧紧钢筋讨论;衔接成型后用红油漆作出标志,以防脱漏
(5)力矩扳手不运用时,将其力矩值调为零,以保障其精度
7、反省钢筋衔接质量:(1)反省讨论外表质量应无残缺丝扣外露,钢筋与衔接套之间无空隙
如觉察有一个残缺丝扣外露,应从新拧紧,而后用反省用的扭矩扳手对讨论质量进展抽检
(2)用质检力矩扳手反省讨论拧紧水平