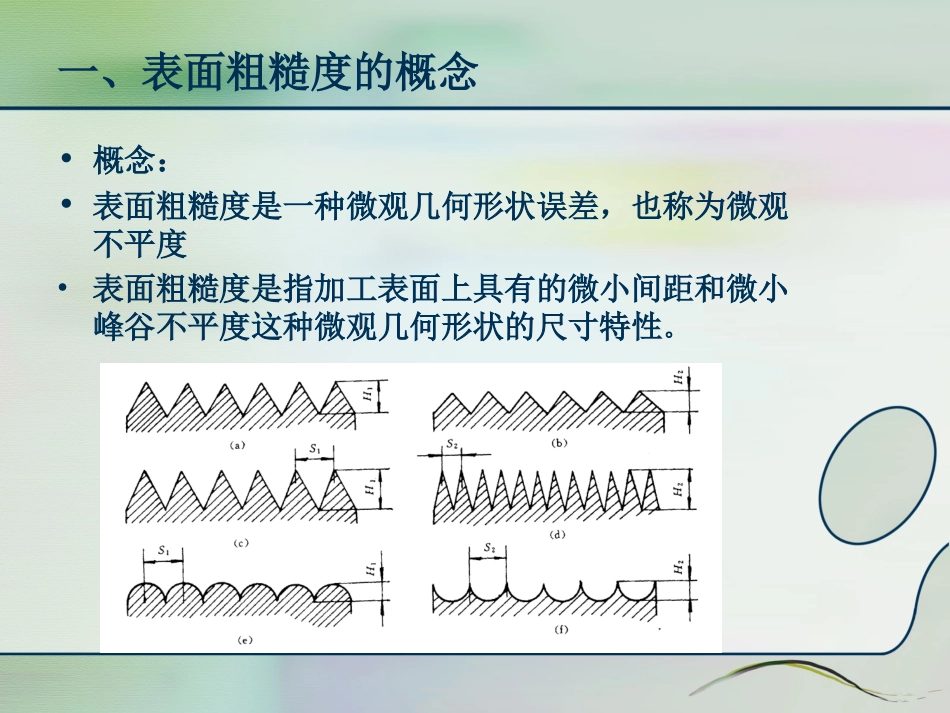
孙砚飞互换性与技术测量机设08Ch5表面粗糙度与检测一、表面粗糙度的概念•概念:•表面粗糙度是一种微观几何形状误差,也称为微观不平度•表面粗糙度是指加工表面上具有的微小间距和微小峰谷不平度这种微观几何形状的尺寸特性
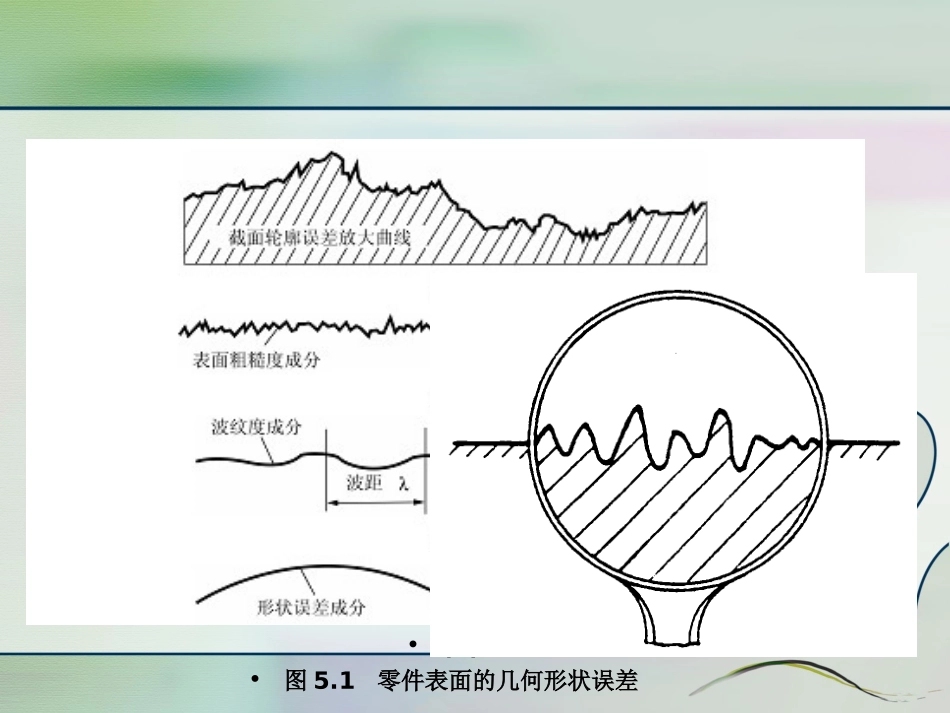
•(d)•图5
1零件表面的几何形状误差二、表面粗糙度对零件使用性能的影响•表面粗糙度对机械零件的使用性能和寿命都有很大的影响,尤其是对在高温、高压和高速条件下工作的机械零件影响更大,其影响主要表现在以下几个方面
•1)影响零件的耐磨性(摩擦和磨损)•具有微观几何形状误差的两个表面只能在轮廓的峰顶发生接触
•2)影响配合性质的稳定性•对于间隙配合,相对运动的表面因其粗糙不平而迅速磨损,致使间隙增大;对于过盈配合,表面轮廓峰顶在装配时容易被挤平,使实际有效过盈量减小,致使联接强度降低
•3)对抗腐蚀性的影响•粗糙的表面,易使腐蚀性物质存积在表面的微观凹谷处,并渗入到金属内部
•4)对疲劳强度的影响•零件表面越粗糙,凹痕就越深,当零件承受交变荷载时,对应力集中很敏感
使疲劳强度降低,导致零件表面产生裂纹而损坏
•5)对接触刚度的影响•接触刚度影响零件的工作精度和抗振性
这是由于表面粗糙度使表面间只有一部分面积接触
一般情况下,实际接触面积只有公称接触面积的百分之几,接触刚度也降低
•6)对结合面密封性的影响•粗糙的表面结合时,两表面只在局部点上接触,中间有缝隙,影响密封性
因此,降低表面粗糙度,可提高其密封性
•7)对零件其他性能的影响•表面粗糙度对零件其他性能,如对测量精度、流体流动的阻力及零件外形的美观等都有很大的影响
•§2表面粗糙度的评定实际轮廓(表面轮廓)实际轮廓是指平面与实际表面相交所得的轮廓线
实际轮廓一、基本术语和定义一、基本术语和定义•1
取样长度l•取样长度是指测量或评定表面粗糙度时所规定的一段基准线长度,它至少包含5个以上的轮廓峰和谷,取样长度