第二节逐点比较法插补(数控基础第三章插补计算原理、刀具半径补偿与速度控制)发布:2009-7-1919:24|作者:唐义|来源:本站|查看:6次|字号:小中大逐点比较法的基本原理是被控对象在按要求的轨迹运动时,每走一步都要与规定的轨迹进行比较,由此结果决定下一步移动的方向
逐点比较法既可以作直线插补又可以作圆弧插补
这种算法的特点是,运算直观插补误差小于一个脉冲当量,输出脉冲均匀,而且输出脉冲的速度变化小,调节方便,因此在两坐标数控机床中应用较为普遍
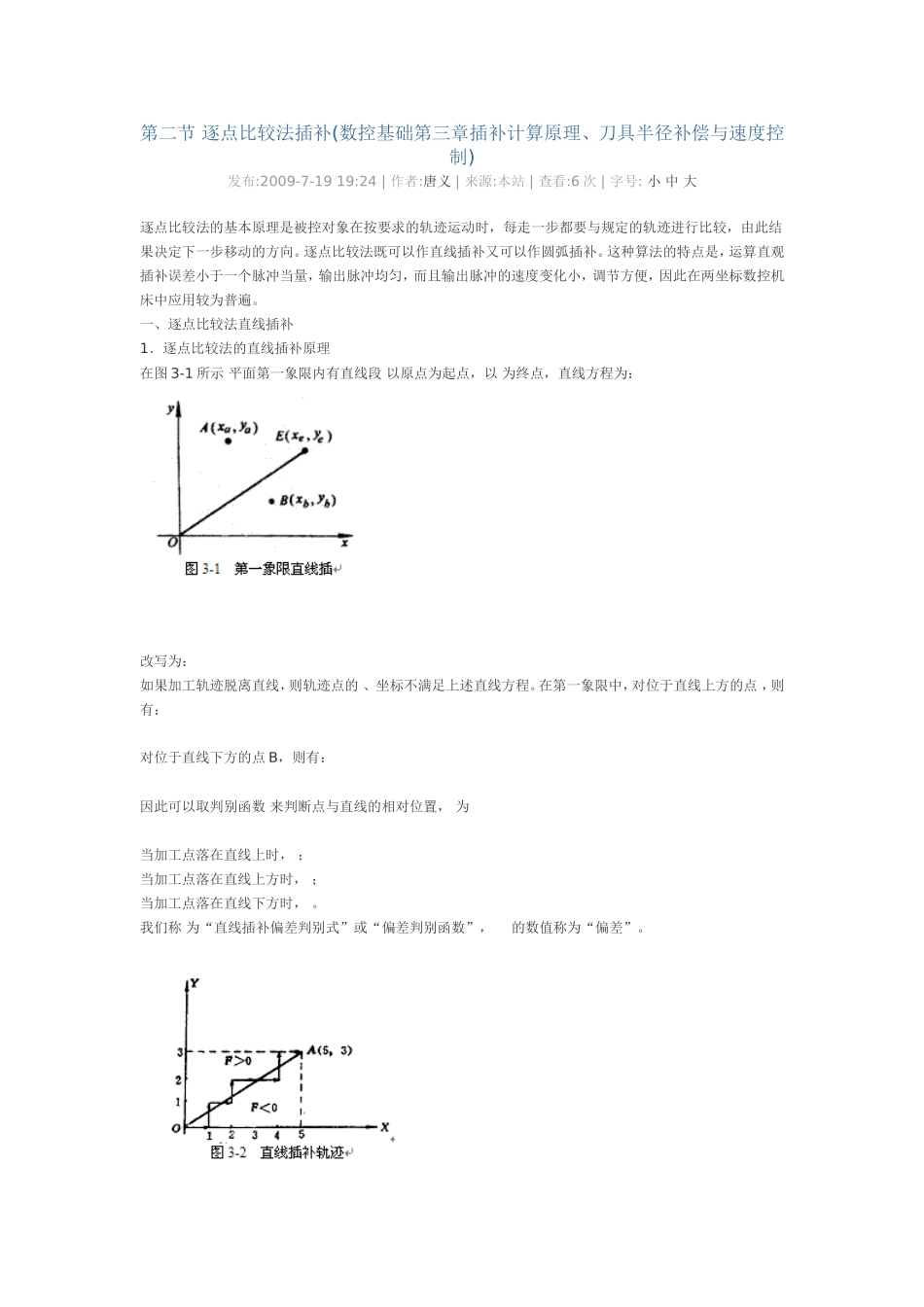
一、逐点比较法直线插补1.逐点比较法的直线插补原理在图3-1所示平面第一象限内有直线段以原点为起点,以为终点,直线方程为:改写为:如果加工轨迹脱离直线,则轨迹点的、坐标不满足上述直线方程
在第一象限中,对位于直线上方的点,则有:对位于直线下方的点B,则有:因此可以取判别函数来判断点与直线的相对位置,为当加工点落在直线上时,;当加工点落在直线上方时,;当加工点落在直线下方时,
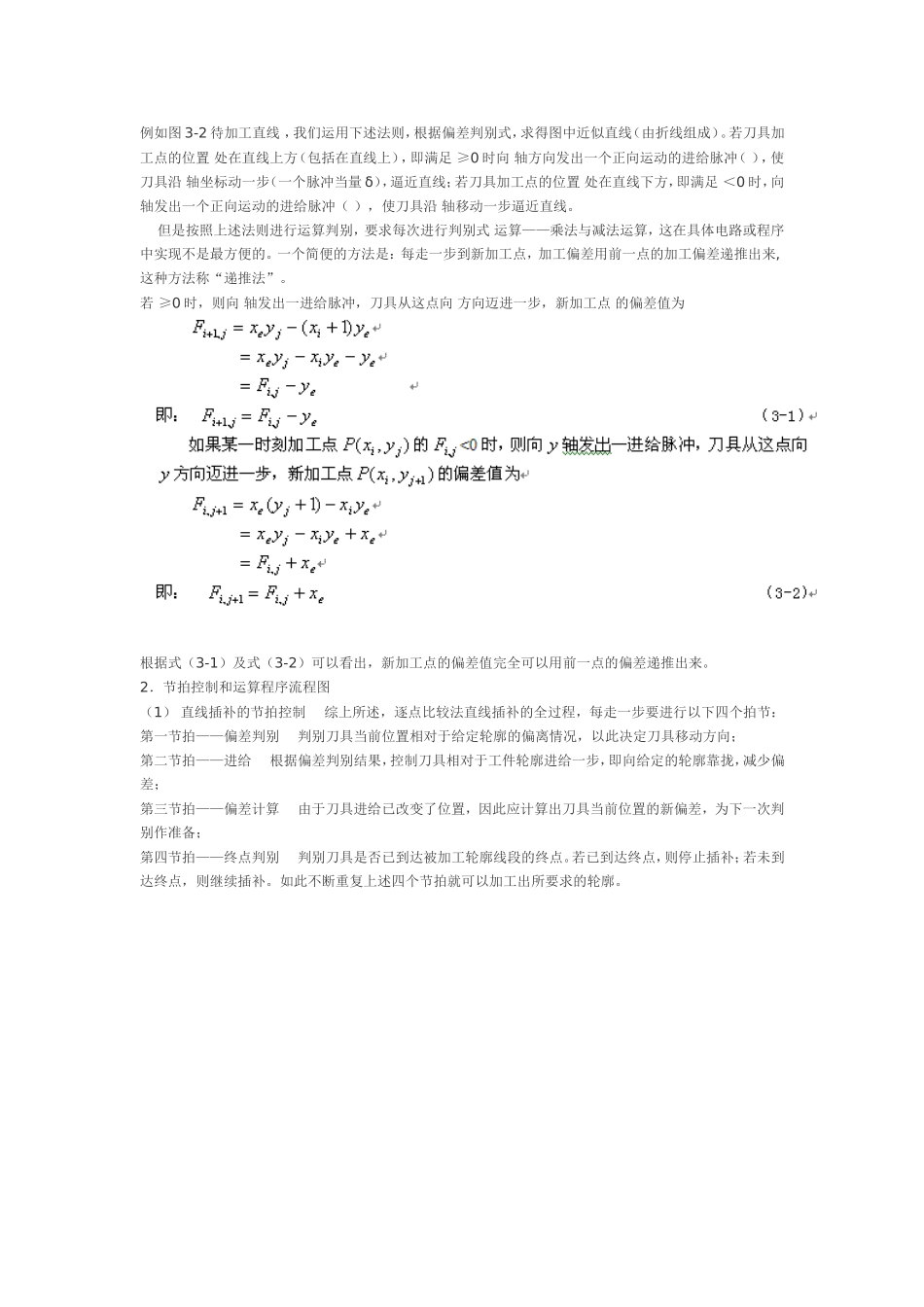
我们称为“直线插补偏差判别式”或“偏差判别函数”,的数值称为“偏差”
例如图3-2待加工直线,我们运用下述法则,根据偏差判别式,求得图中近似直线(由折线组成)
若刀具加工点的位置处在直线上方(包括在直线上),即满足≥0时向轴方向发出一个正向运动的进给脉冲(),使刀具沿轴坐标动一步(一个脉冲当量δ),逼近直线;若刀具加工点的位置处在直线下方,即满足<0时,向轴发出一个正向运动的进给脉冲(),使刀具沿轴移动一步逼近直线
但是按照上述法则进行运算判别,要求每次进行判别式运算——乘法与减法运算,这在具体电路或程序中实现不是最方便的
一个简便的方法是:每走一步到新加工点,加工偏差用前一点的加工偏差递推出来,这种方法称“递推法”
若≥0时,则向轴发出一进给脉冲,刀具从这点向方向迈进一步,新加工点的偏差值为根据式(3-1)及式(3-2)可以看出,新加工点的偏差值完全可以