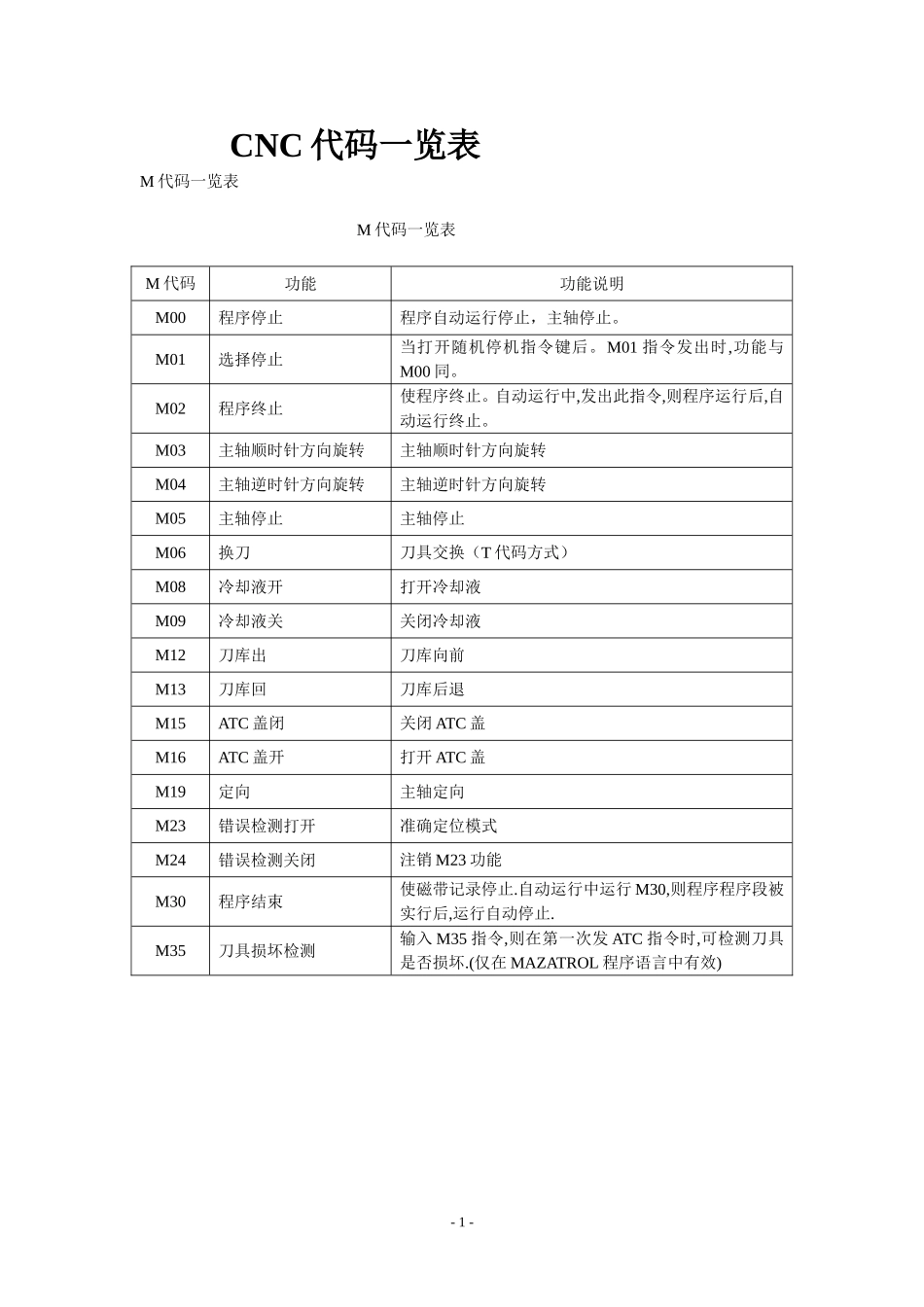
CNC代码一览表M代码一览表M代码一览表M代码功能功能说明M00程序停止程序自动运行停止,主轴停止
M01选择停止当打开随机停机指令键后
M01指令发出时,功能与M00同
M02程序终止使程序终止
自动运行中,发出此指令,则程序运行后,自动运行终止
M03主轴顺时针方向旋转主轴顺时针方向旋转M04主轴逆时针方向旋转主轴逆时针方向旋转M05主轴停止主轴停止M06换刀刀具交换(T代码方式)M08冷却液开打开冷却液M09冷却液关关闭冷却液M12刀库出刀库向前M13刀库回刀库后退M15ATC盖闭关闭ATC盖M16ATC盖开打开ATC盖M19定向主轴定向M23错误检测打开准确定位模式M24错误检测关闭注销M23功能M30程序结束使磁带记录停止
自动运行中运行M30,则程序程序段被实行后,运行自动停止
M35刀具损坏检测输入M35指令,则在第一次发ATC指令时,可检测刀具是否损坏
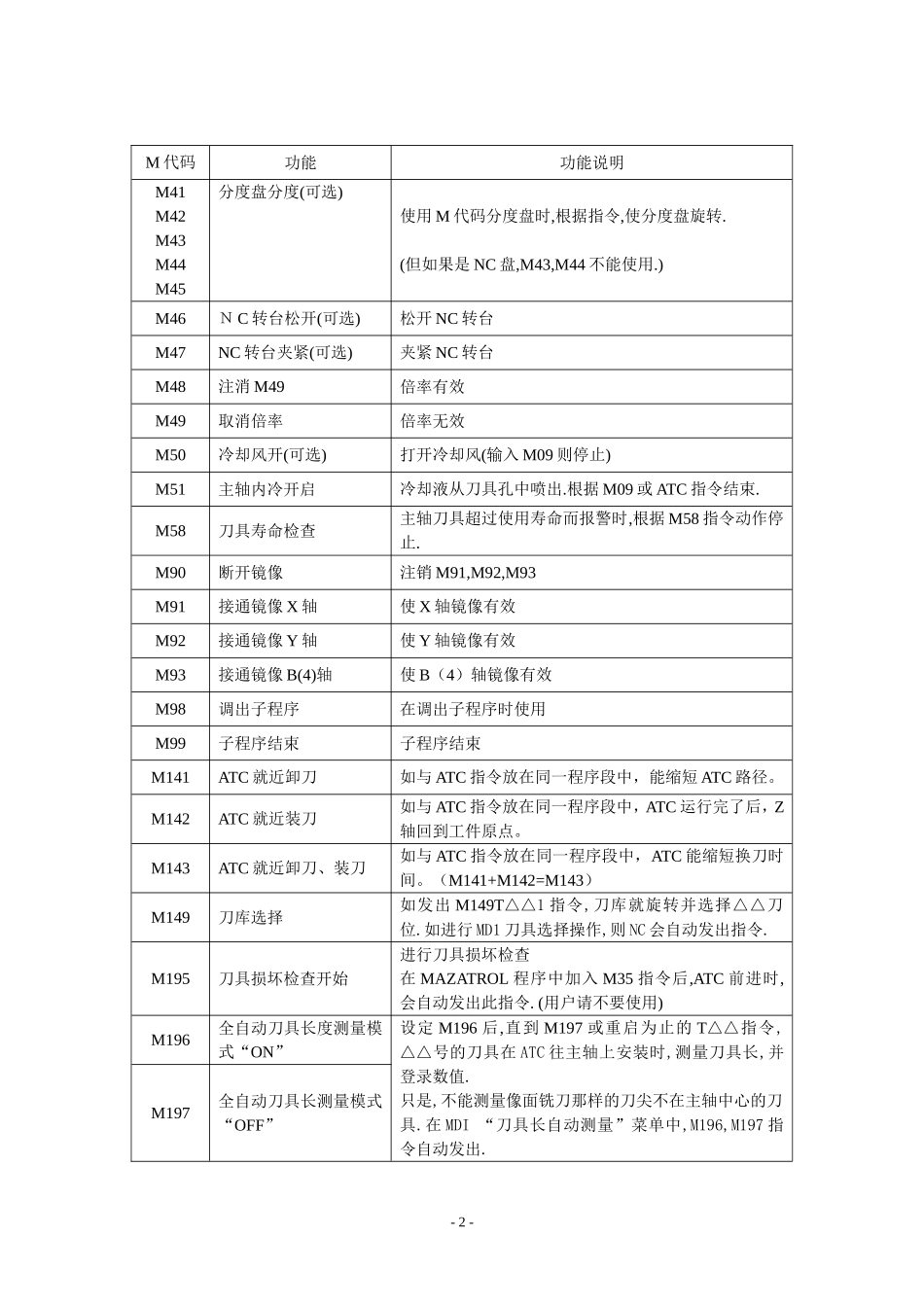
(仅在MAZATROL程序语言中有效)-1-M代码功能功能说明M41M42M43M44M45分度盘分度(可选)使用M代码分度盘时,根据指令,使分度盘旋转
(但如果是NC盘,M43,M44不能使用
)M46NC转台松开(可选)松开NC转台M47NC转台夹紧(可选)夹紧NC转台M48注消M49倍率有效M49取消倍率倍率无效M50冷却风开(可选)打开冷却风(输入M09则停止)M51主轴内冷开启冷却液从刀具孔中喷出
根据M09或ATC指令结束
M58刀具寿命检查主轴刀具超过使用寿命而报警时,根据M58指令动作停止
M90断开镜像注销M91,M92,M93M91接通镜像X轴使X轴镜像有效M92接通镜像Y轴使Y轴镜像有效M93接通镜像B(4)轴使B(4)轴镜像有效M98调出子程序在调出子程序时使用M99子程序结束子程序结束M141ATC就近卸刀如与ATC指令放在同一程序段中,能缩短ATC路径
M142ATC就近装刀如与A