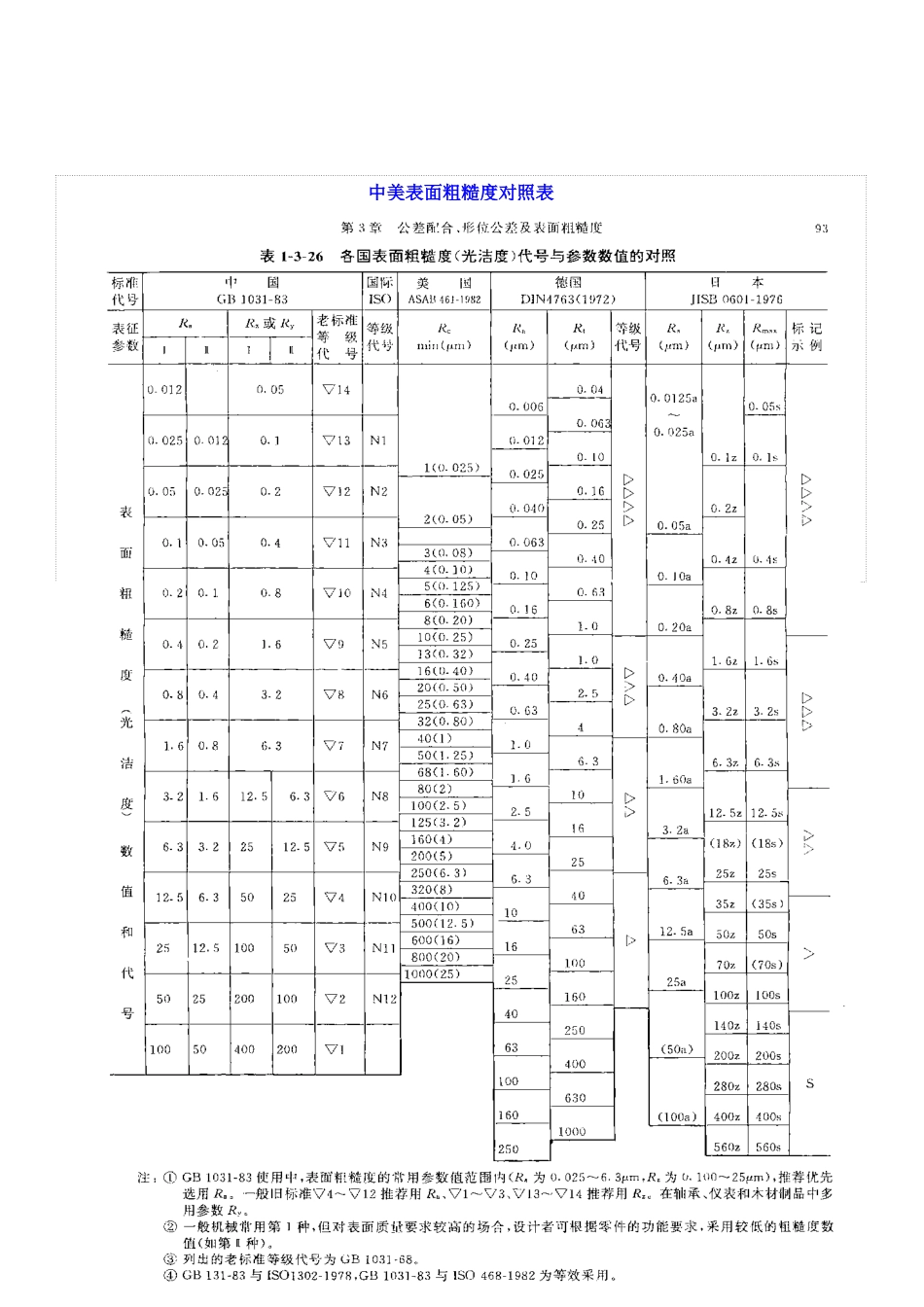
中美表面粗糙度对照表中旧标(光洁度)中新标(粗糙度)Ra美标(微米),Ra美国标准(微英寸),Ra▽46
003206
30250▽53
002004
001603
20125▽61
501002
6063▽70
8032▽80
4016Ra:轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的
总的原则是:在保证满足技术要求的前提下,选用较大的表面粗糙度数值
具体选择时,可以参考下述原则:(1)工作表面比非工作表面的粗糙度数值小
(2)摩擦表面比不摩擦表面的粗糙度数值小
摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,载荷愈大,要求粗糙度数值愈小
一般情况间隙配合比过盈酝合粗糙度数值要小
(4)配合表面的粗糙度应与其尺寸精度要求相当
配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)
(5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小
一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度)个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示两者的作用相近,可相互转化
根据不同国家其使用情况不同
国内和北美目前采用Ra,而欧洲国家一般采用Rz
示意图如下一般的