机械制造基础制造科学与工程学院梅筱琴第二章金属塑性变形与压力加工本讲内容一、金属塑性变形二、压力加工方法1
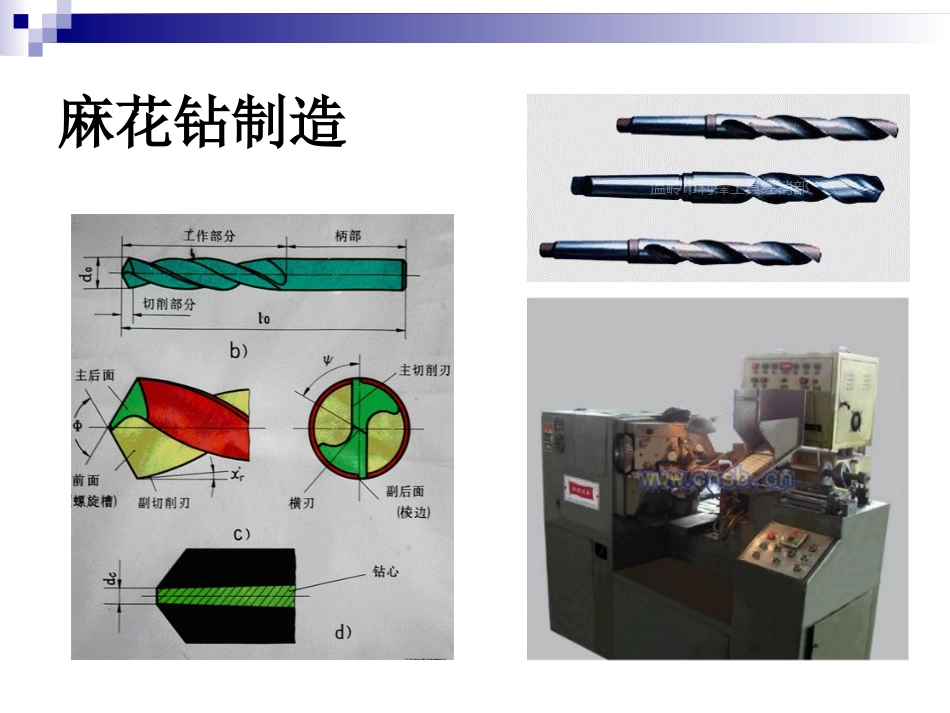
模锻三、锻造工艺四、锻件结构工艺性五、板料冲压六、特种压力加工方法简介麻花钻制造金属塑性变形与压力加工压力加工利用外力使金属材料发生塑性变形,从而获得具有一定形状、尺寸和力学性能的原材料、毛坯或零件的加工方法压力加工基本生产方式锻造、轧制、挤压、拉拔、板料冲压应用范围原材料金属型材、板材、管材、线材毛坯或零件主轴、齿轮、枪炮管、汽车覆盖件、日用五金压力加工的生产特点锻造组织均匀、致密、晶粒细小,形成了纤维组织,锻件力学性能优于其它制造方法制得的零件或毛坯,适合于重要机器零件(或毛坯)的制造冲压大部分制件有加工硬化现象,可提高制件的强度和硬度;制件精度高,可直接成形零件;生产率高,适合大批量生产轧制组织和性能兼有以上二者的特点;是各种型材的主要制造方式一、金属塑性变形—金属塑性变形机理晶内变形单晶体滑移变形单晶体孪晶变形晶间变形未变形弹性变形弹塑性变形塑性变形滑移带和多系滑移滑移带的形成50Mn18Cr4V钢多系滑移时的滑移带(500x)单晶体孪晶变形(双晶变形)晶体的一部分沿一定晶面和晶向产生一定角度的切变孪晶变形所需的切应力高于滑移变形所需的切应力位错理论晶体内部存在大量“缺陷”,这些缺陷使金属在塑性变形时,其变形抗力减小数千倍未变形位错运动塑性变形晶体内部的缺陷点缺陷——只涉及到大约一个原子大小范围的晶格缺陷空位;填隙(间隙固溶体);替位(置换固溶体)线缺陷——沿晶格中某条线周围,多个原子间距范围内出现的晶格缺陷位错面缺陷——沿着晶格内或晶粒间的某个面两侧,大约几个原子间距范围内出现的晶格缺陷堆垛层错、小角晶界、孪晶界面等
体缺陷——晶粒内部包藏杂质、孔洞等常见位错缺陷刃型位错螺型