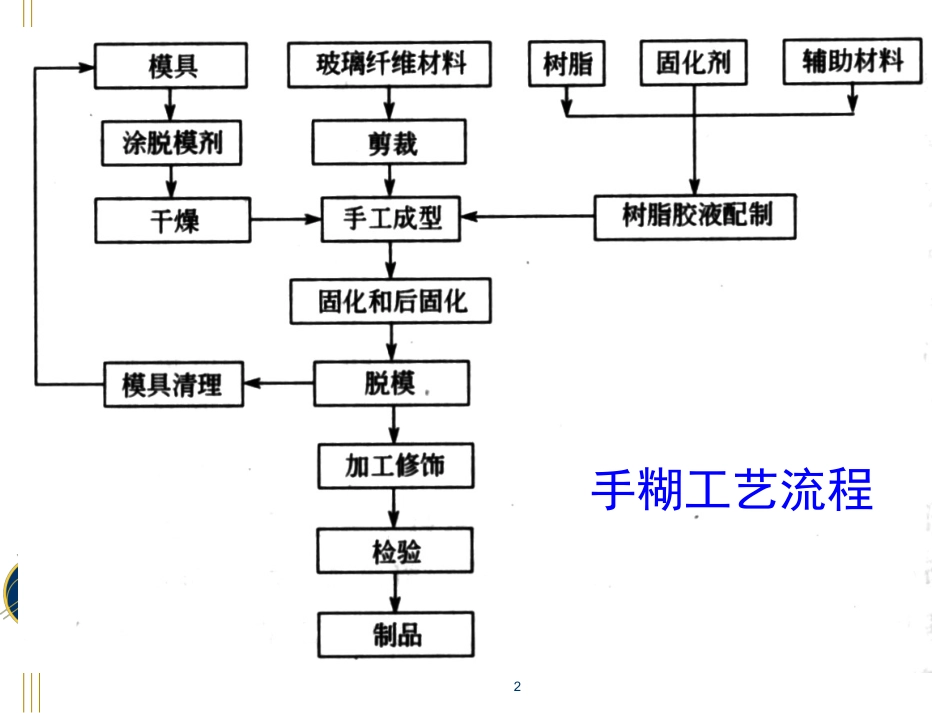
1一、制品成型的要素准备二、手糊制品厚度与层数三、糊制制品四、手糊制品质量控制第四节手糊成型工艺2手糊工艺流程3一、制品成型的要素准备一、制品成型的要素准备第四节手糊成型工艺1
玻璃纤维制品的准备2
脱模剂的准备3
胶液的准备4
胶衣糊的准备4玻璃纤维布的剪裁设计很重要
玻璃布的经纬向强度不同,对要求正交各向同性的制品,则应将玻璃布纵横交替辅放
玻璃布的搭接长度一般为50mm
1、玻璃纤维制品的准备第四节手糊成型工艺5第四节手糊成型工艺6增强材料的表面处理第四节手糊成型工艺表面处理(包含界面处理),就是在玻璃纤维表面涂一层表面处理剂,使纤维与树脂能牢固地结合,以达到提高玻璃钢性能的目的
玻璃纤维经表面处理剂处理后,可以改善玻璃纤维的耐磨、耐水、电绝缘等性能,对玻璃钢的强度,特别是湿态下的强度提高显著
7常用的表面处理剂有:沃兰类表面处理剂:A-151、A-172;硅烷类表面处理剂:KH550、KH560等
用沃兰处理的玻纤与未处理的相比,制作的玻璃钢强度可提高50%左右,若在海水中浸泡一年,二者强度可相差一倍以上
第四节手糊成型工艺33HN(CH)Si(OCH)22522CHCH-CH-O-(CH)Si(OCH)O223338使无机物和树脂这两类性质差别很大的材料以化学键的形式“偶联”在一起,形成了一个牢固的整体
又称为“偶联剂”表面处理剂的作用机理第四节手糊成型工艺•表面处理剂的分子中一般都含有两种性质不同的基团
一部分基团(如硅烷基)能与无机物(比如玻璃,金属)表面上的M-OH起化学反应形成化学键;另一部分基团(如乙烯基)能与树脂起反应形成化学键
9注:上式左侧是乙烯基硅烷偶联剂水解形成的乙烯基硅醇;红线为玻璃表面
偶联剂可加强复合材料的界面结合,保护纤维,防止水分等有害介质的侵入;也可改善复合材料的界面状态,有效传递应力,使多种材料间形成一个复合牢固的整体