机械制造工艺学实验 实验一 车床静刚度测量 一、 实验目的 1
通过本实验,熟悉车床静刚度测量的原理方法和步骤 2
通过对车床静刚度的实测和分析,对机床的静刚度和工艺系统的静刚度的基本概念加深认识 3
了解实验仪器的布置和调整,熟悉其使用方法 二、 基本概念 工艺系统的静刚度是指车床在静止状态下,垂直主轴的切削力 Py 与工件在 y 向的位移的比值: 三、 实验原理 1
由于静刚度仪和模拟车刀的刚度很大,在实验的加载范围内所产生的变形很小可以忽略不计
这样所测得的变形可以完全是车床各部的变形,这样就可以把工艺系统的静刚度和车床的静刚度等同起来
为模拟车床实际切削状态,使之在 XYZ 三个方向都有切削力载荷,并可以调整到一般切削条件下的 PX、Py、Pz三个力的比值,采用三向刚度测定仪
该仪器是通过加载机构和测力环,再经过弓形体和模拟车刀,对车床施加载荷,模拟切削力和三向切削分力的关系为: PX= P*sinαβ Py= P*cosα*sinβ Pz= P*cosα*cosβ 公式中:P 模拟切削力(由测力环千分表测得) α角为加载螺钉在弓形体上所调整的角度(刻度) β角为弓形体绕 X 轴(主轴)转动刻度读数的余角 3
为计算方便,模拟车刀的位置调整在弓形体的正中间,这样 为简便起见,去表中载荷 P 的最大值 280kgf 时,主轴头、刀架及尾座的静刚度代替三个部位的平均静刚度,这样带入下面公式就可以算出车床的静刚度
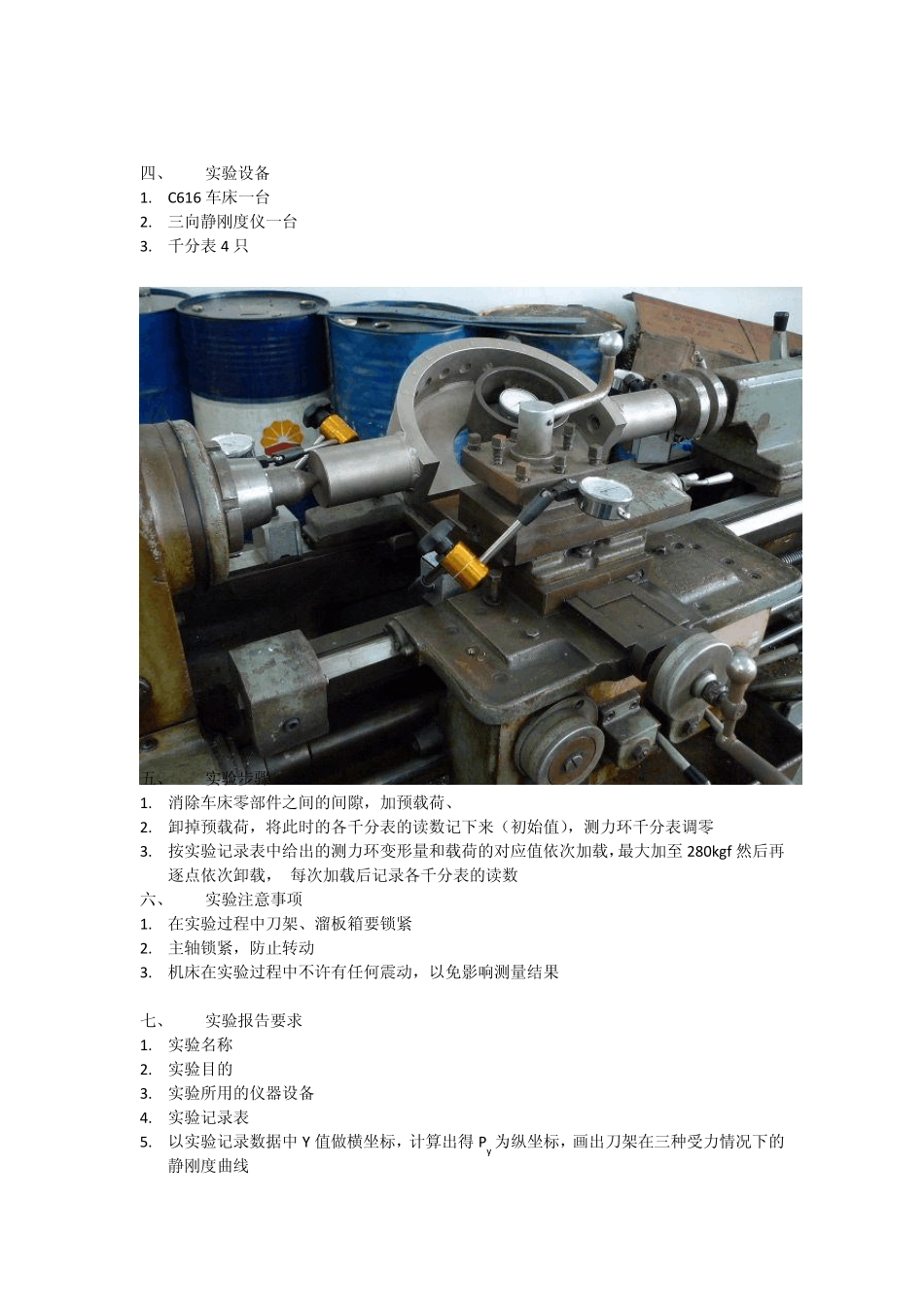
(公式的推导见教科书) 四、 实验设备 1
C616 车床一台 2
三向静刚度仪一台 3
千分表 4 只 五、 实验步骤 1
消除车床零部件之间的间隙,加预载荷、 2
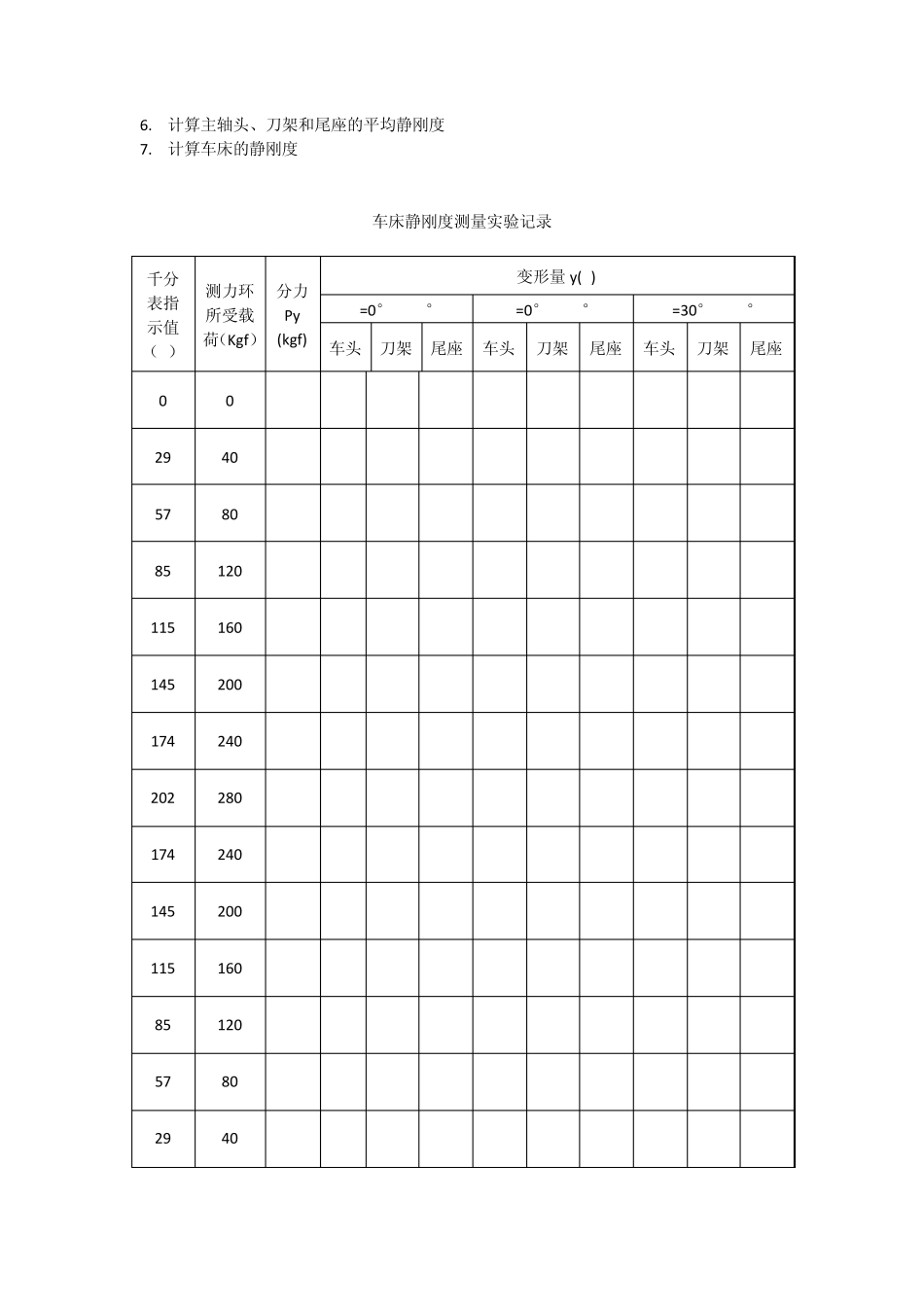
卸掉预载荷,将此时的各千分表的读数记下来(初始值),测力环千分表调零 3
按实验记录表中给出的测力环变形量和载荷的对应值依次加载,最大加至 280kgf 然后再逐点依