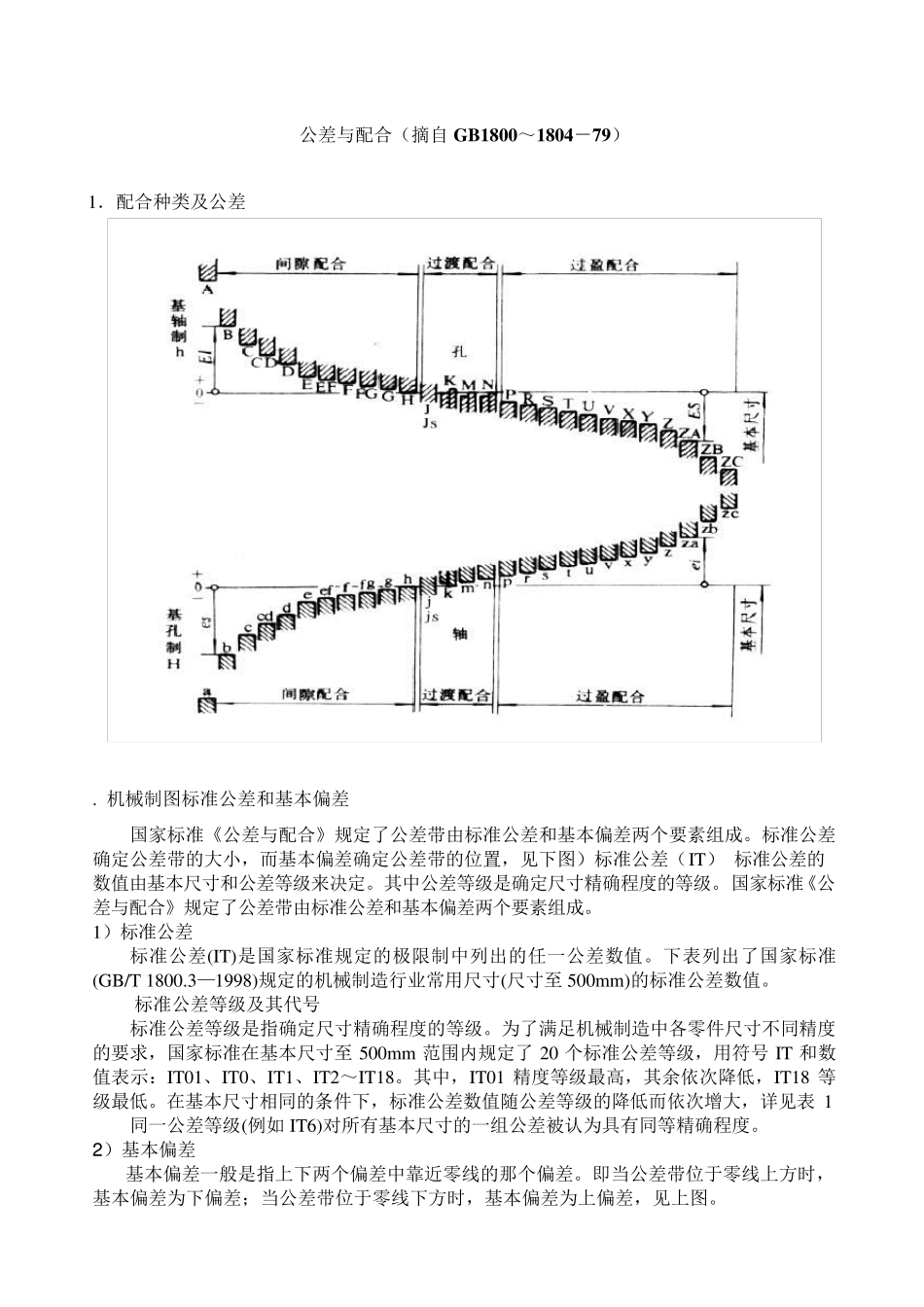
公差与配合(摘自GB1800~1804-79) 1.配合种类及公差
机械制图标准公差和基本偏差 国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成
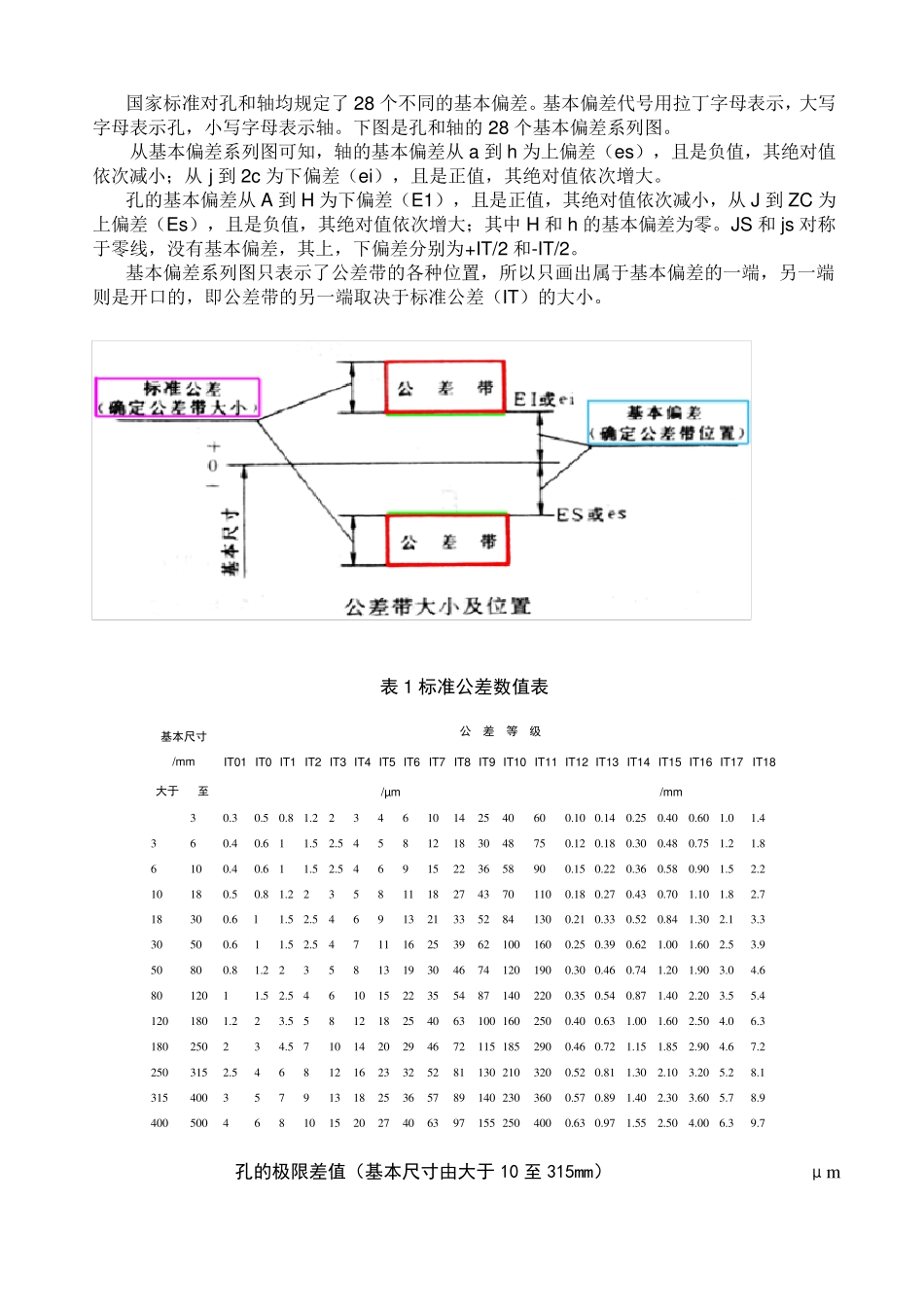
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图)标准公差(IT) 标准公差的数值由基本尺寸和公差等级来决定
其中公差等级是确定尺寸精确程度的等级
国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成
1)标准公差 标准公差(IT)是国家标准规定的极限制中列出的任一公差数值
下表列出了国家标准(GB/T 1800
3—1998)规定的机械制造行业常用尺寸(尺寸至 500m m )的标准公差数值
标准公差等级及其代号 标准公差等级是指确定尺寸精确程度的等级
为了满足机械制造中各零件尺寸不同精度的要求,国家标准在基本尺寸至 500m m 范围内规定了20 个标准公差等级,用符号 IT 和数值表示:IT01、IT0、IT1、IT2~IT18
其中,IT01 精度等级最高,其余依次降低,IT18 等级最低
在基本尺寸相同的条件下,标准公差数值随公差等级的降低而依次增大,详见表1 同一公差等级(例如 IT6)对所有基本尺寸的一组公差被认为具有同等精确程度
2 )基本偏差 基本偏差一般是指上下两个偏差中靠近零线的那个偏差
即当公差带位于零线上方时,基本偏差为下偏差;当公差带位于零线下方时,基本偏差为上偏差,见上图
国家标准对孔和轴均规定了28 个不同的基本偏差
基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴
下图是孔和轴的28 个基本偏差系列图
从基本偏差系列图可知,轴的基本偏差从 a 到 h 为上偏差(es),且是负值,其绝对值依次减小;从 j 到 2c 为下偏差(ei),且是正值,其绝对值依次增大
孔的基本偏差从 A 到 H 为下偏差(E1),且是正值,其绝对值依次减