1 产品的排位4
产品基准的选取1)
基准一般选取产品的对称中心、圆形的柱位和孔位、规则的凸台和凹坑等明显特征的中心
若产品无明显规则的特征作基准,也可将产品四面分中取其中心作为基准
高度方向应选取垂直于出模方向的产品平面作为基准
产品基准到内模中心必须是整数
2 产品排位1)
产品排位时应以节约成本为原则
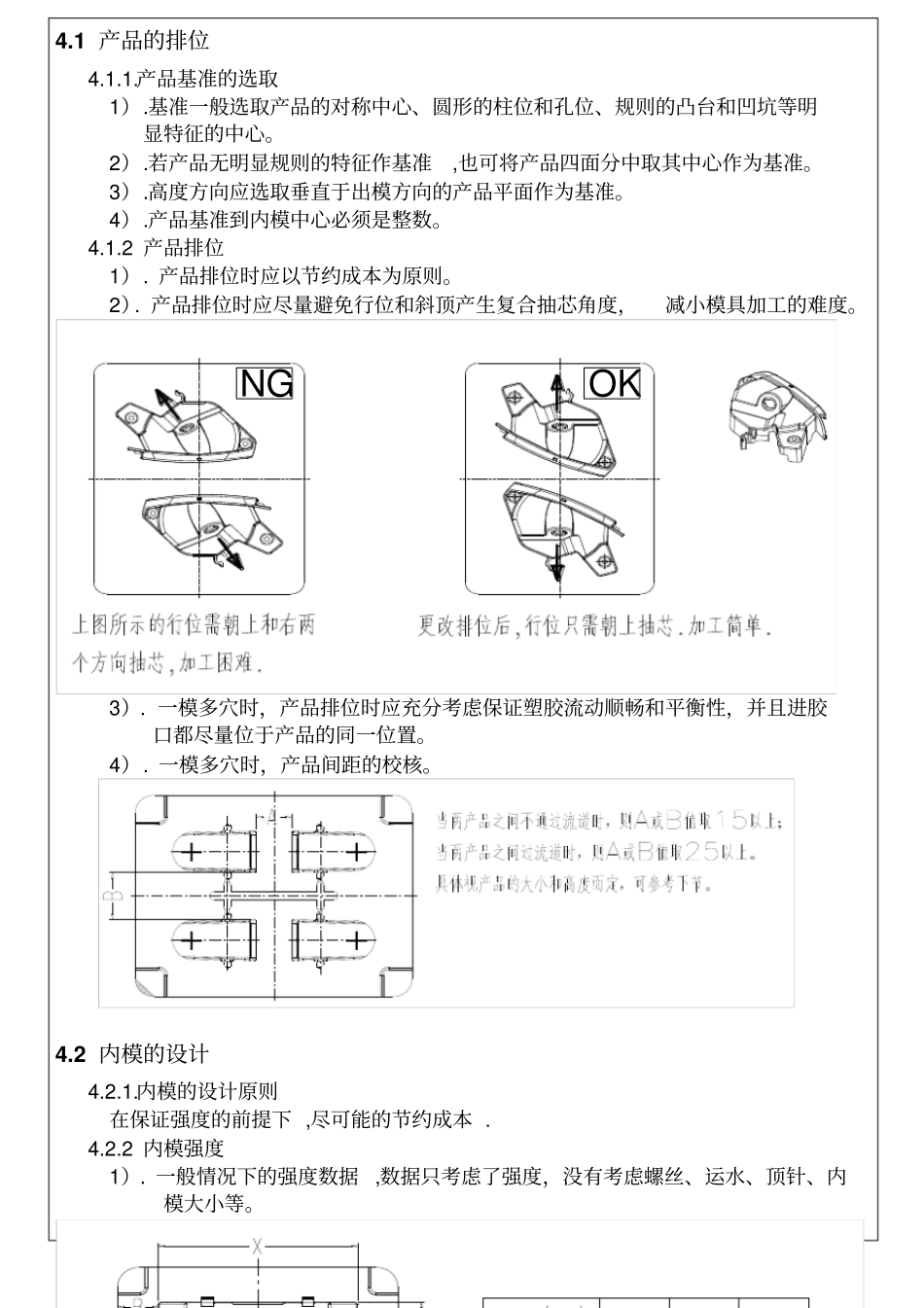
产品排位时应尽量避免行位和斜顶产生复合抽芯角度,减小模具加工的难度
一模多穴时,产品排位时应充分考虑保证塑胶流动顺畅和平衡性,并且进胶口都尽量位于产品的同一位置
一模多穴时,产品间距的校核
2 内模的设计4
内模的设计原则在保证强度的前提下 ,尽可能的节约成本
2 内模强度1)
一般情况下的强度数据,数据只考虑了强度,没有考虑螺丝、运水、顶针、内模大小等
OKNG2)
当产品有下列情况出现时,产品到内模边的距离可适当减小
①产品中间部位存在有大面积的碰穿位,胶位对前模的冲击力小
所以胶位面到内模顶的距离可适当减小
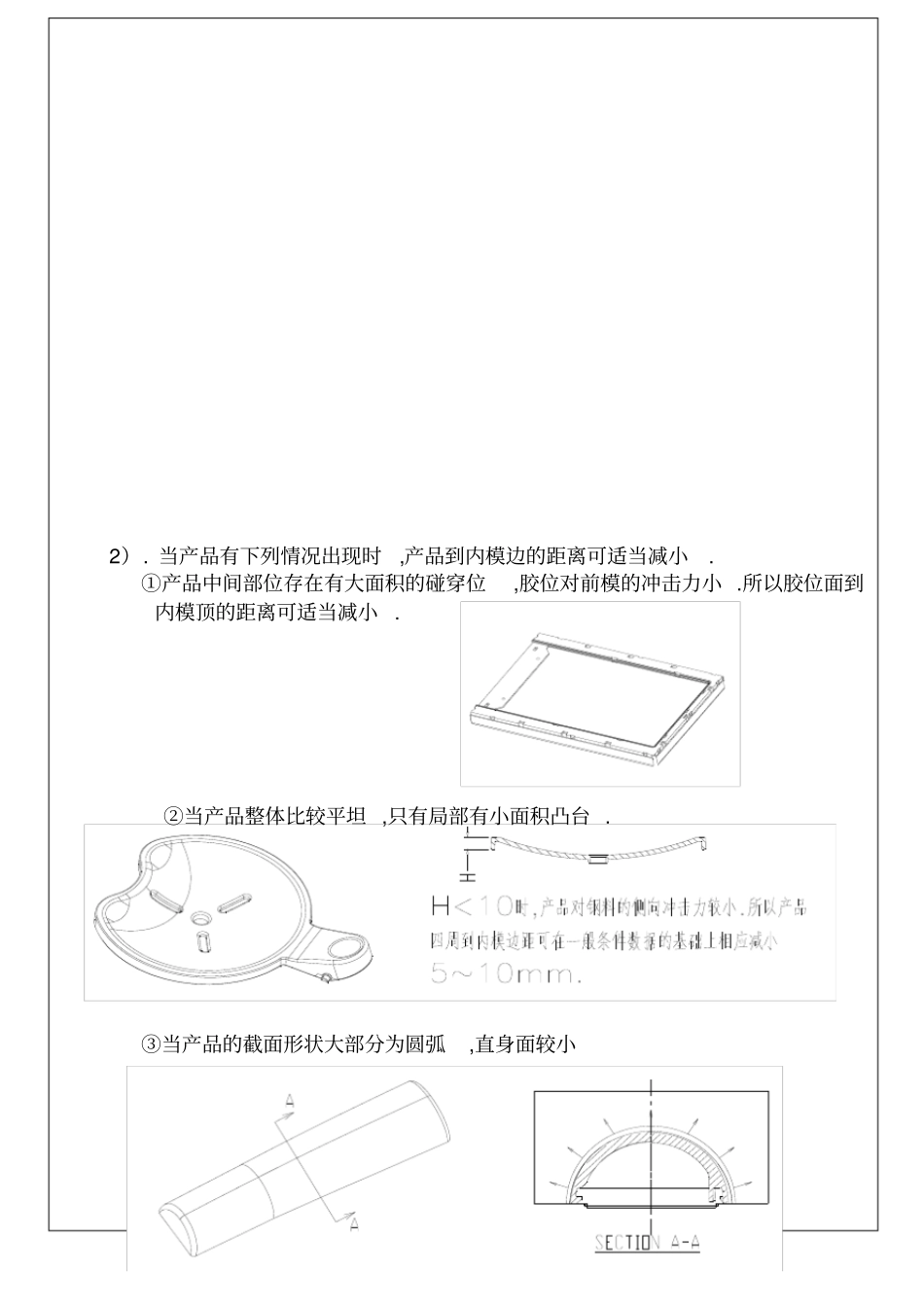
②当产品整体比较平坦 ,只有局部有小面积凸台
③当产品的截面形状大部分为圆弧,直身面较小产品截面形状大部分为圆弧形,注射压力呈圆弧形分散产品由中间到两端逐渐变细,钢料所受的注射压力相应变小
当产品有下列情况出现时,产品到内模边的距离应适当增加
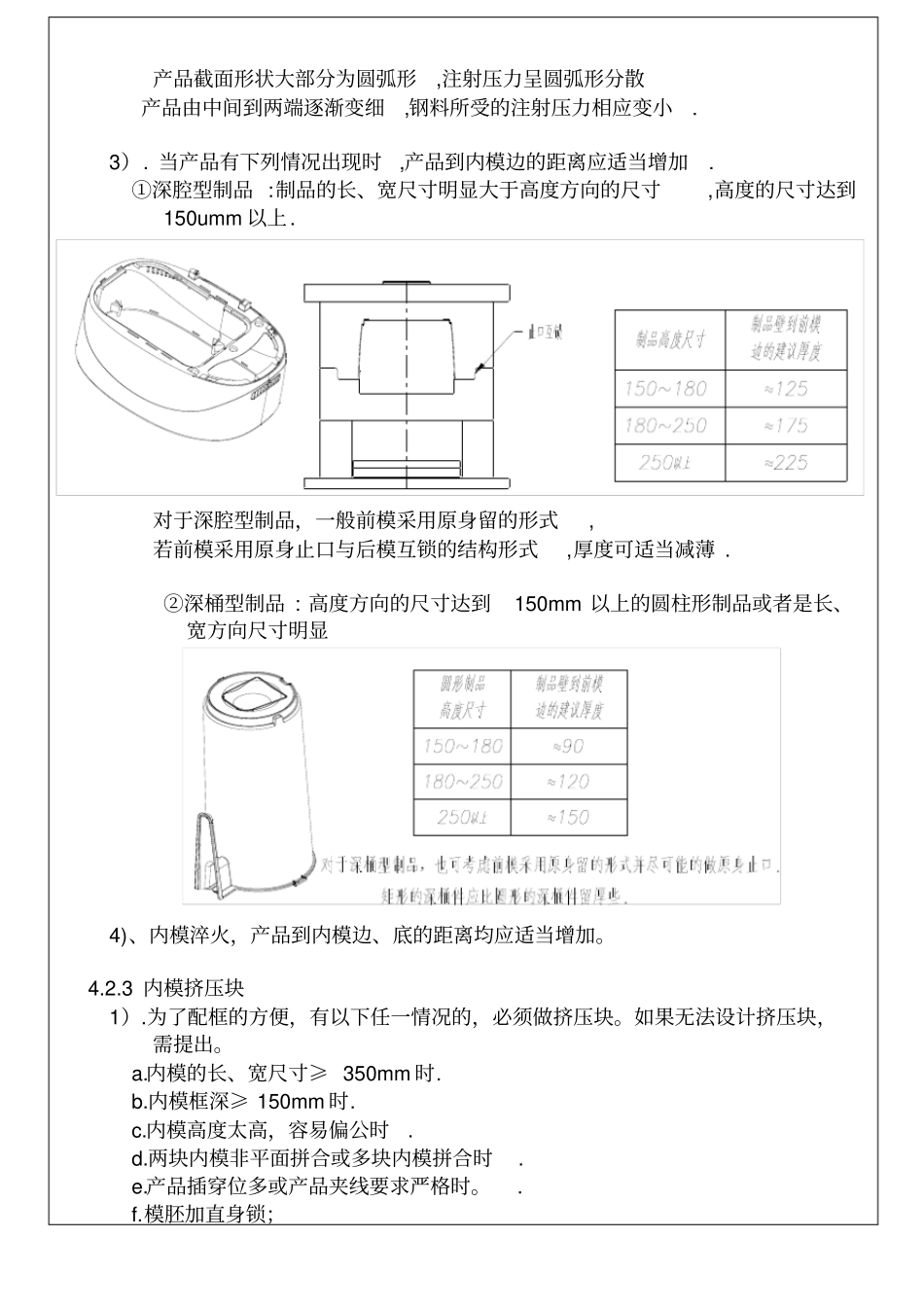
①深腔型制品 :制品的长、宽尺寸明显大于高度方向的尺寸,高度的尺寸达到150umm 以上
对于深腔型制品,一般前模采用原身留的形式, 若前模采用原身止口与后模互锁的结构形式,厚度可适当减薄
②深桶型制品 : 高度方向的尺寸达到150mm 以上的圆柱形制品或者是长、宽方向尺寸明显4)、内模淬火,产品到内模边、底的距离均应适当增加
3 内模挤压块1)
为了配框的方便,有以下任一情况的,必须做挤压块