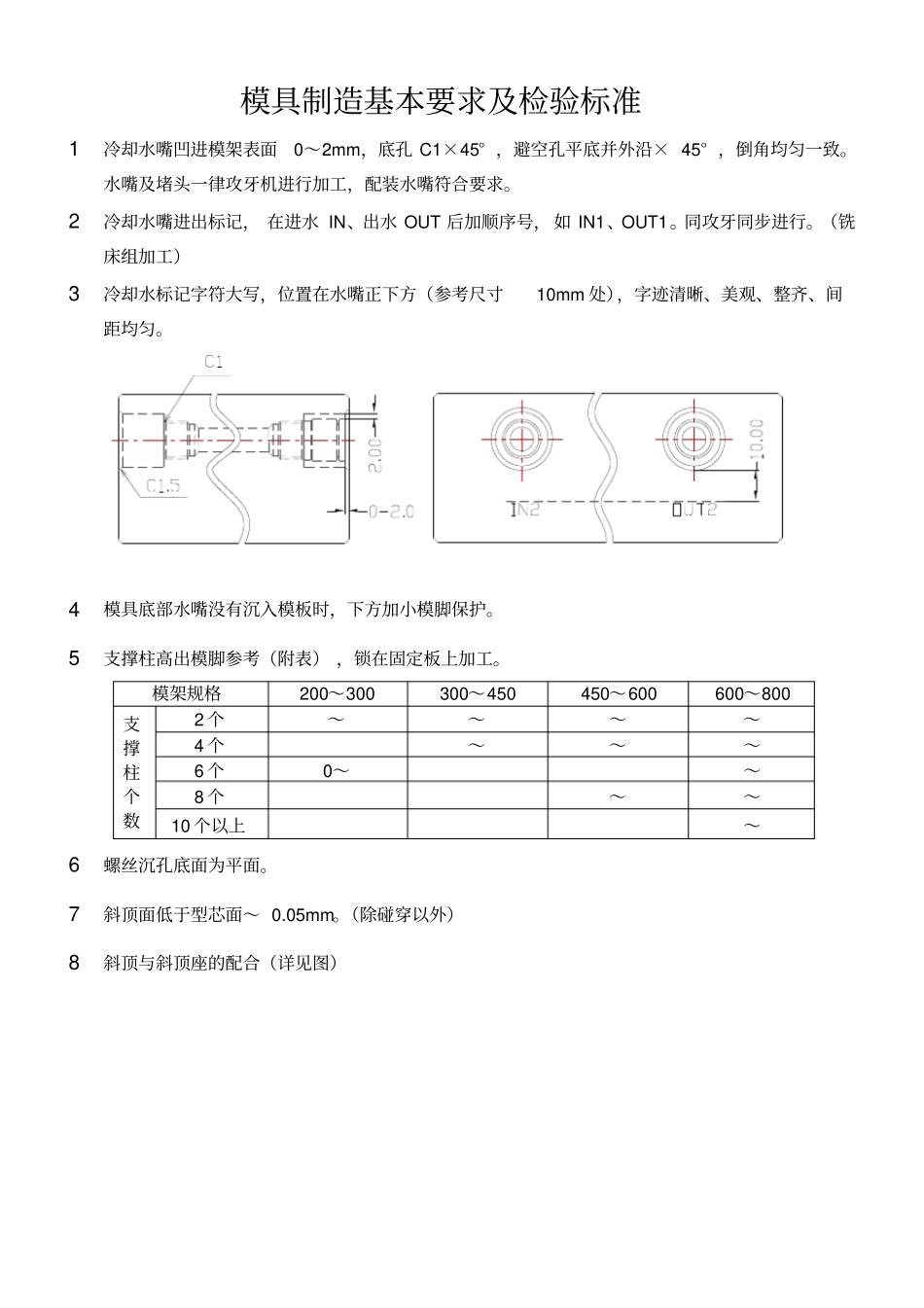
模具制造基本要求及检验标准1冷却水嘴凹进模架表面0~2mm,底孔 C1×45° ,避空孔平底并外沿× 45° ,倒角均匀一致
水嘴及堵头一律攻牙机进行加工,配装水嘴符合要求
2冷却水嘴进出标记, 在进水 IN、出水 OUT 后加顺序号, 如 IN1、OUT1
同攻牙同步进行
(铣床组加工)3冷却水标记字符大写,位置在水嘴正下方(参考尺寸10mm 处),字迹清晰、美观、整齐、间距均匀
4模具底部水嘴没有沉入模板时,下方加小模脚保护
5支撑柱高出模脚参考(附表) ,锁在固定板上加工
模架规格200~300 300~450 450~600 600~800 支撑柱个数2 个~~~~4 个~~~6 个0~~8 个~~10 个以上~6螺丝沉孔底面为平面
7斜顶面低于型芯面~ 0
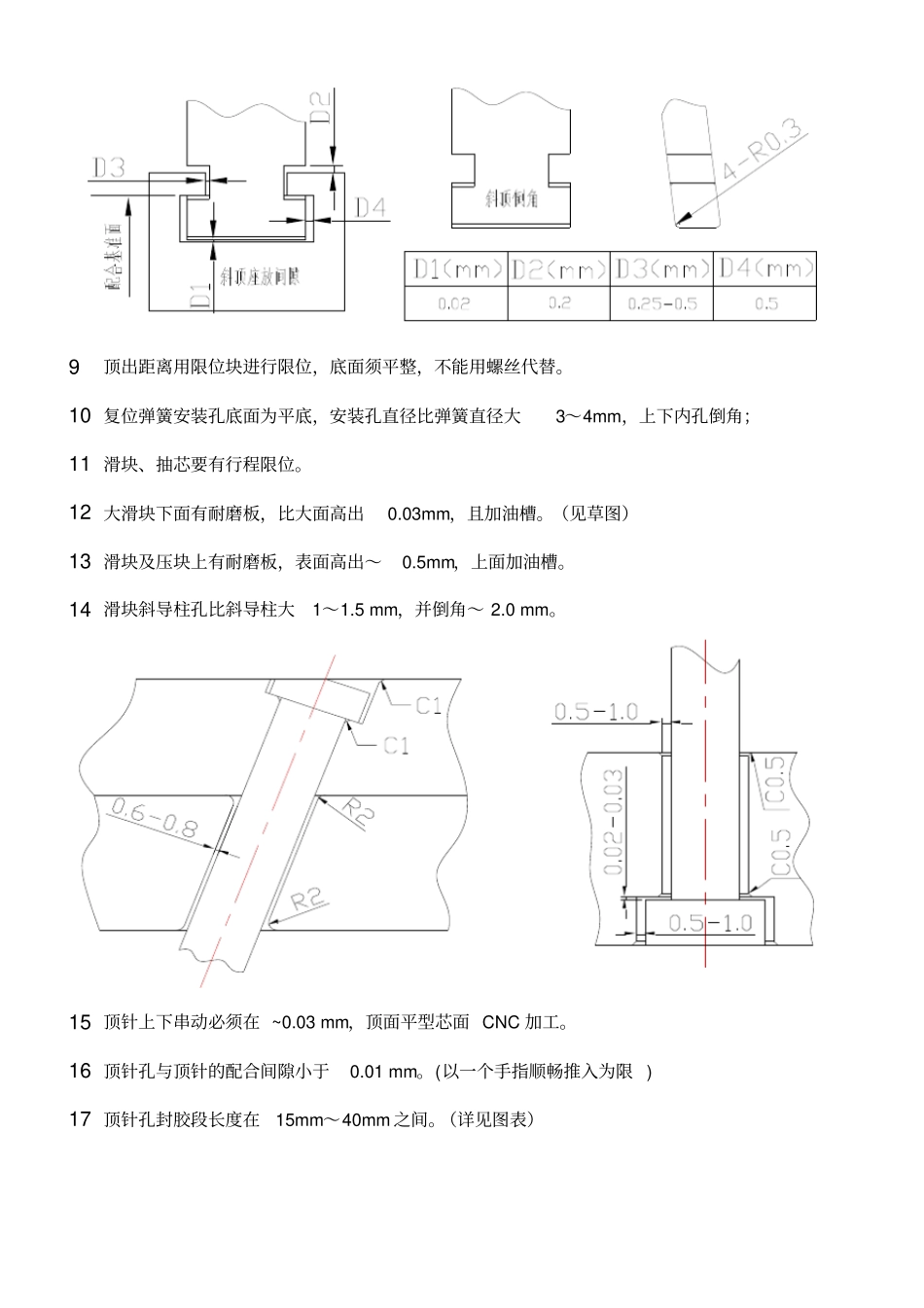
(除碰穿以外)8斜顶与斜顶座的配合(详见图)9顶出距离用限位块进行限位,底面须平整,不能用螺丝代替
10 复位弹簧安装孔底面为平底,安装孔直径比弹簧直径大3~4mm,上下内孔倒角;11 滑块、抽芯要有行程限位
12 大滑块下面有耐磨板,比大面高出0
03mm,且加油槽
(见草图)13 滑块及压块上有耐磨板,表面高出~0
5mm,上面加油槽
14 滑块斜导柱孔比斜导柱大1~1
5 mm,并倒角~ 2
15 顶针上下串动必须在 ~0
03 mm,顶面平型芯面 CNC 加工
16 顶针孔与顶针的配合间隙小于0
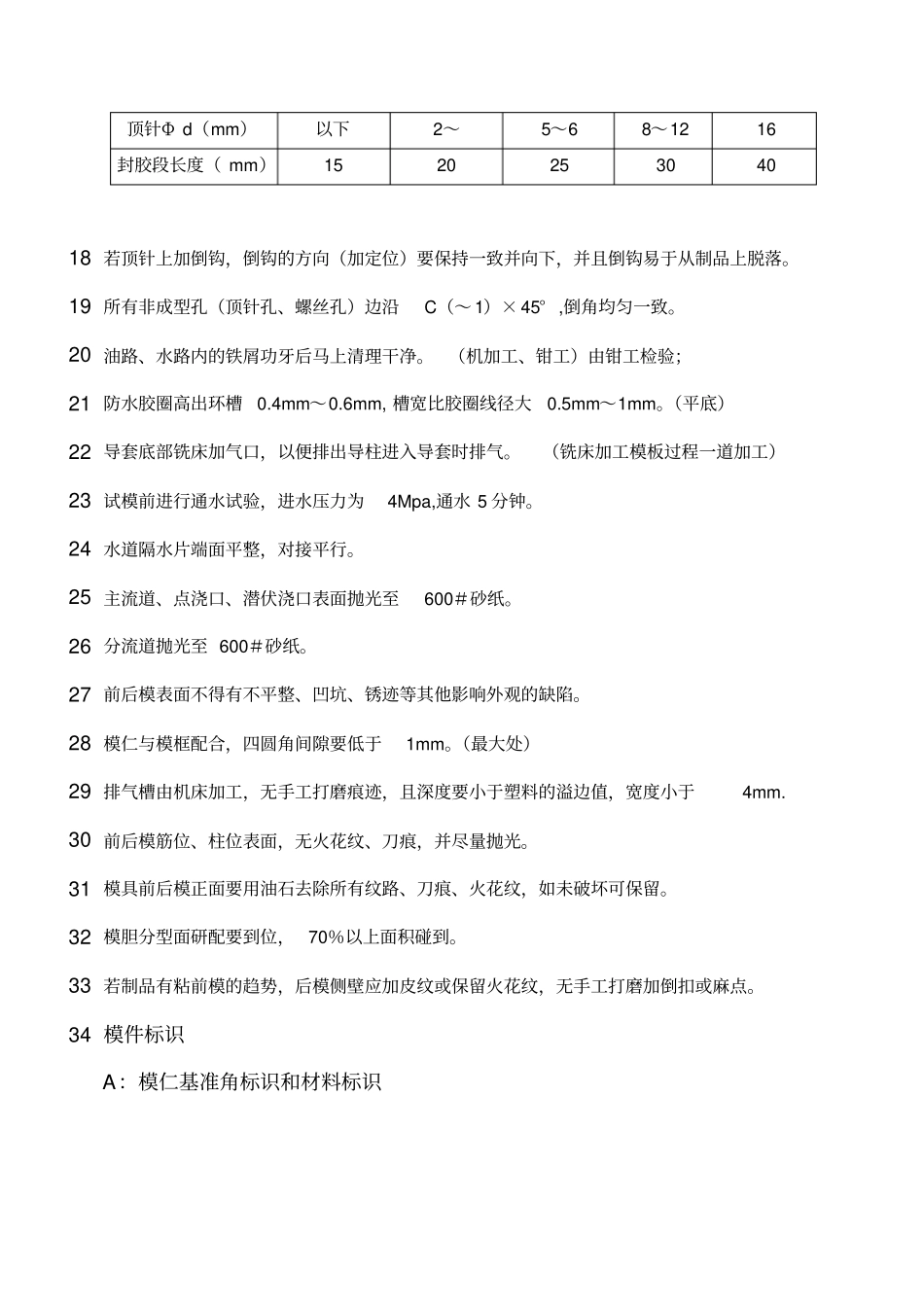
(以一个手指顺畅推入为限 )17 顶针孔封胶段长度在15mm~40mm 之间
(详见图表)18 若顶针上加倒钩,倒钩的方向(加定位)要保持一致并向下,并且倒钩易于从制品上脱落
19 所有非成型孔(顶针孔、螺丝孔)边沿C(~ 1)× 45° ,倒角均匀一致
20 油路、水路内的铁屑功牙后马上清理干净
(机加工、钳工)由钳工检验;21 防水胶圈高出环槽0
6mm, 槽宽比