冲压工艺实验指导书 湖南工学院 2009年 3月 实验 1 板料成形基本性能实验 一、实验目的 通过典型零件冲压(拉伸)成型,使学生掌握加工基本过程和安全操作规程
二、实验类型: 综合性 三、实验器材: 液压机、冲压模具、板料、常规检具等 四、实验内容及步骤: (1)检查液压机各项性能指标,确保安全;启动并空运行,试验各动作
(2)安装固定模具
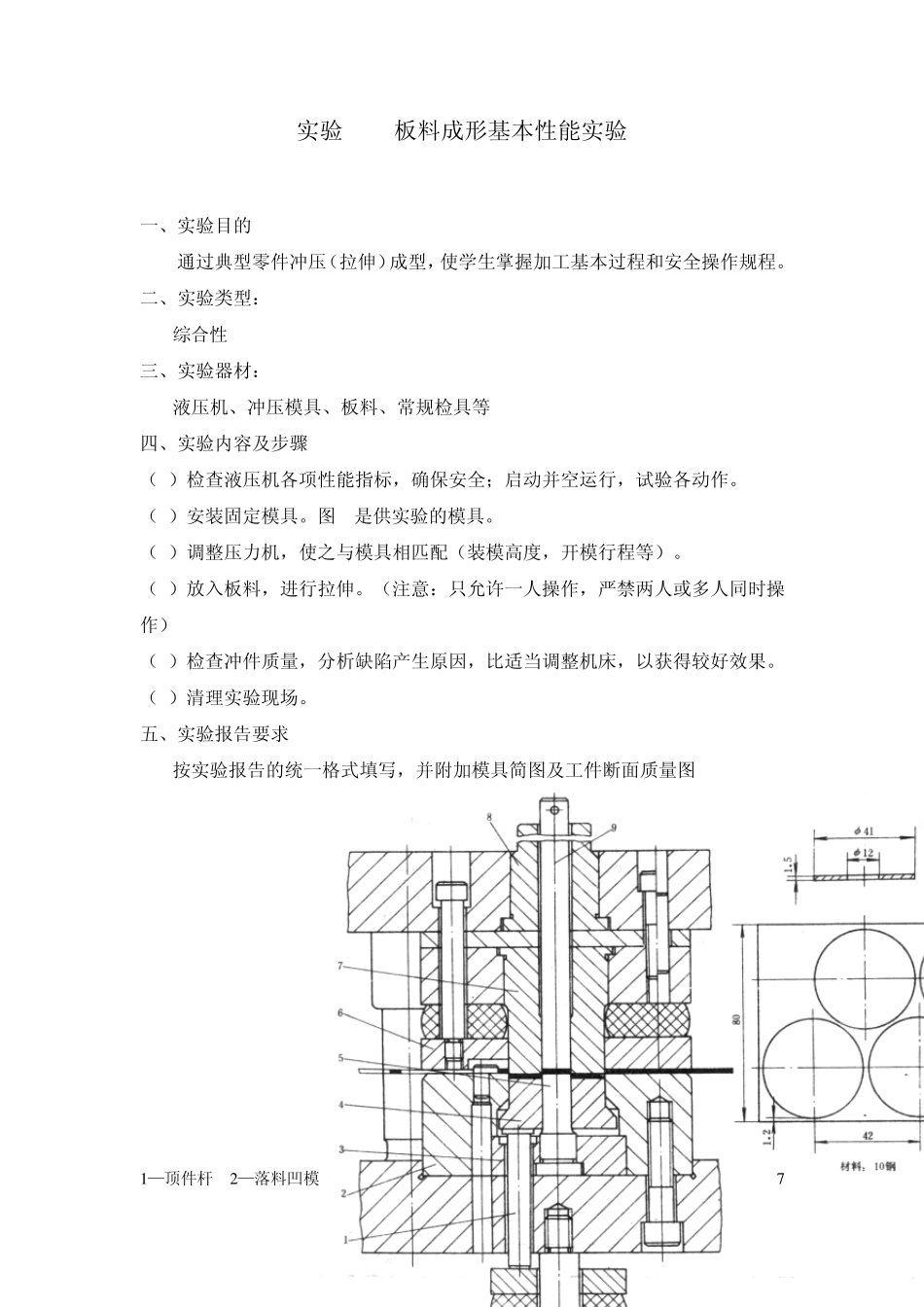
图 1是供实验的模具
(3)调整压力机,使之与模具相匹配(装模高度,开模行程等)
(4)放入板料,进行拉伸
(注意:只允许一人操作,严禁两人或多人同时操作) (5)检查冲件质量,分析缺陷产生原因,比适当调整机床,以获得较好效果
(6)清理实验现场
五、实验报告要求 按实验报告的统一格式填写,并附加模具简图及工件断面质量图 图 1 落料、冲孔正装复合模 1 —顶件杆 2 —落料凹模 3 —冲孔凸模固定板 4 —推件块 5 — 冲孔凸模 6 —卸料板 7—凸凹模 8 —推件块 9 —模柄 六、思考题 冲裁间隙冲裁件质量的影响 实验2 冲 杯 实 验 一、实验目的 确定金属薄板拉深成形的极限拉深比(LDR)
二、基本原理 把一定直径的圆形金属薄板,通过标准直径的凸模与凹模冲出杯形件
在不破坏的条件下,能冲出杯形的最大毛坯直径max0D与凸模直径pd 之比作为拉深成型性能指标,称为极限拉深比(LDR): pdDLDRmax0 式中 max0D--不破坏时的最大毛坯直径; pd --凸模(冲头)直径
极限拉深比的倒数即为极限拉深系数pm max0Ddmpp LDR 值越大,或pm 值越小,钣料的拉深成形性能越好,冲杯实验如图6-1所示
三、实验设备和工具 BHB-80A型钣料试验机、卡尺等
四、模具与试件 根据JB4409·3--88“薄钢板冲杯和冲杯荷载试验方法”规定,实验模具尺寸与试样厚度的关系如表1: 表1 冲