四、工时定额编制规范-焊接6 1、规范说明:1
1、本规范工时定额包括:基本时间、 辅助时间、 布置工作场地时间、休息与生理需要时间、准备与结束时间
2、本规范是以普通碳钢、CO 2 气体保护焊接为基准
3、布置工作地时间30 分钟,休息与生理需要时间35 分钟,准备终了时间25 分钟
2、焊接作业时间T(根据《船体分段焊接作业工时研究及智能计算方法》(哈尔滨工程大学学报2011 年 9 月份研究论文成果)2
1 焊接基本时间T jTj=SVLA(min)其中 A 为焊缝横截面面积mm2,L 为焊缝长度m,V 为焊接速度 (m/min),S 为焊丝横截面面积mm2,ω 为焊丝的熔敷率
注:实芯 CO 2 气体保护焊丝熔敷率取85%
2 焊接辅助时间T f (min)T f = Tj× 30% 2
3 T =T j + T f3、工件重量系数K 工件重量( Kg )W≤5Kg 5Kg <W ≤10Kg 10Kg <W≤20Kg 20Kg <W≤100Kg W>100Kg 系数 K 1 1
2 注:根据所焊接的工件的重量,按上表所列取相应的系数K,计算工时定额时,在焊接作业时间T 的基础上乘以相应的系数K
4、工件翻转时间T fz(min)(根据经验结合现场观察得出)工件重量( Kg )W≤5Kg 5Kg <W ≤10Kg 10Kg <W≤20Kg 20Kg <W≤100Kg W>100Kg 每次翻时间( min) 1 2 3 6 10 注:翻转时间应以工艺设计所需的翻转次数为准,不需进行翻转时,T fz 为零
5、焊接位置工时定额修订系数K W 四、工时定额编制规范-焊接7 焊接位置平焊横焊立焊仰焊修正系数 K W1
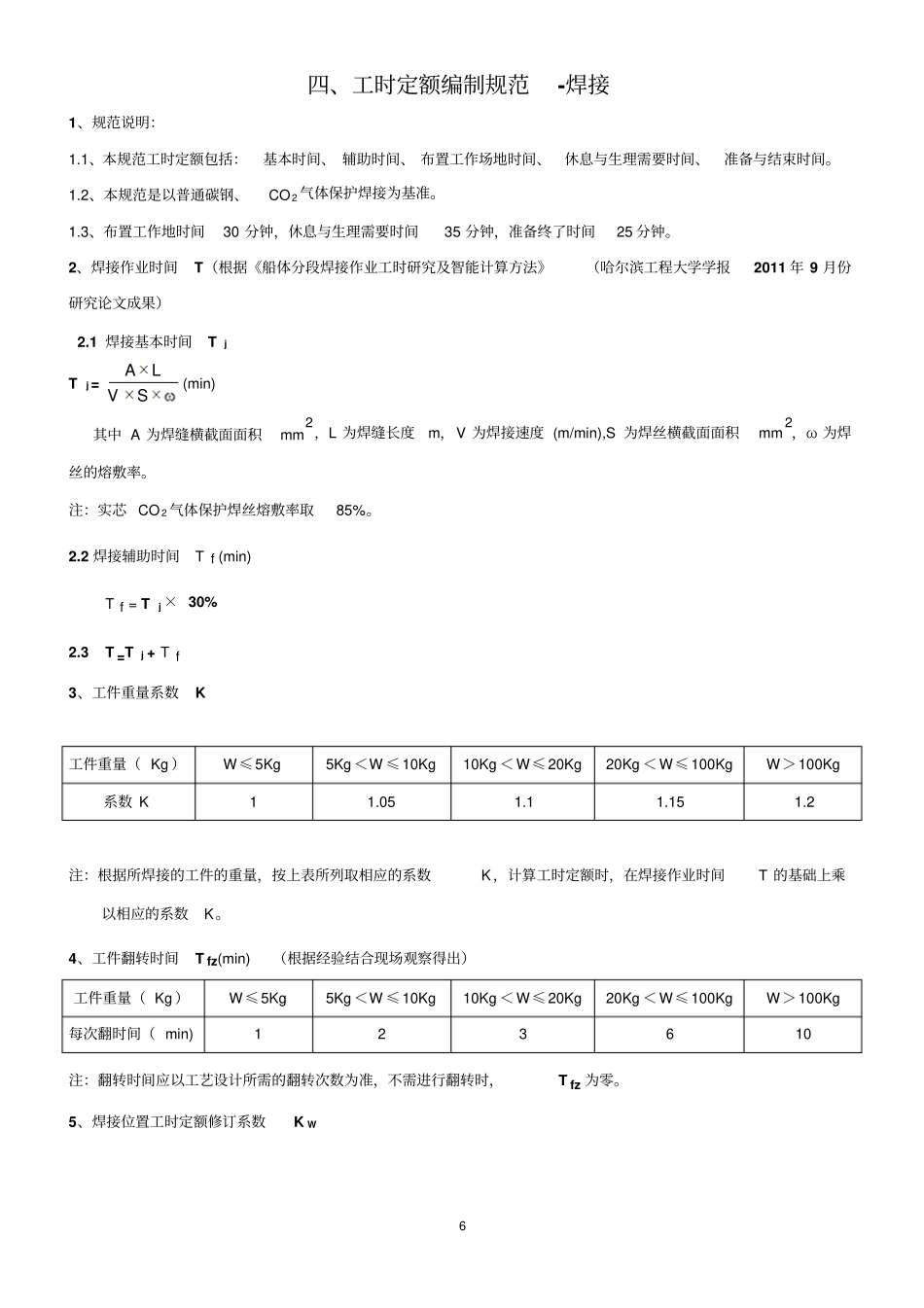
4 6、宽放系数 μ宽放系数按25% 计算7、计算焊接工时TDTD=T×K(1+μ )K W +