下载后可任意编辑试谈不锈钢管道焊接工艺模板12024 年 4 月 19 日下载后可任意编辑316L 不锈钢管道焊接工艺焊接工艺 ( 1) 焊接方法: 由于现场多数为不锈钢管道 且大小不一, 根据不锈钢的焊接特点, 尽可能减小热输入量, 故采纳手工电弧焊、 氩弧焊两种方法, d >Φ159 mm 的采纳氩弧焊打底, 手工电弧焊盖面
d ≦Φ159 mm 的全用氩弧焊
焊机采纳手工电弧焊/氩弧焊两用的 WS7 一 400 逆变式弧焊机
document
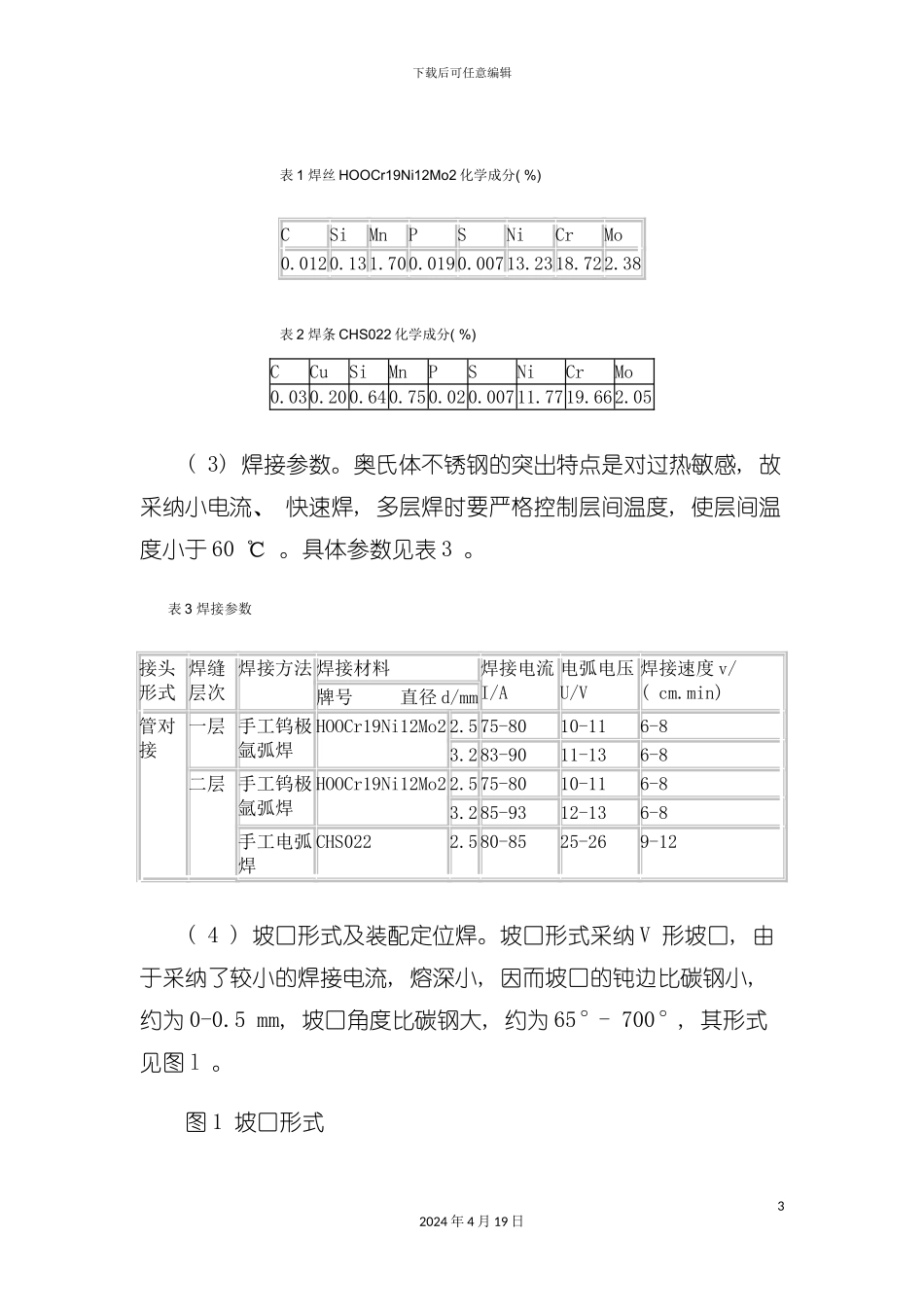
write("");xno = xno+1; ( 2) 焊接材料: 奥氏体不锈钢是特别性能用钢, 为满足接头具有相同的性能, 应遵循”等成分”原则选择焊接材料, 同时为增强接头抗热裂纹和晶间腐蚀能力, 使接头中出现少量铁素体, 选择 HooCr19Ni12Mo2氩弧焊用焊丝, 手弧焊用焊条 CHSO22 作为填充材料, 其成分见表 1 和表 2
22024 年 4 月 19 日下载后可任意编辑 表 1 焊丝 HOOCr19Ni12Mo2 化学成分( %) CSiMnPSNiCrMo0
38 表 2 焊条 CHS022 化学成分( %) CCuSiMnPSNiCrMo0
05 ( 3) 焊接参数
奥氏体不锈钢的突出特点是对过热敏感, 故采纳小电流、 快速焊, 多层焊时要严格控制层间温度, 使层间温度小于 60 ℃
具体参数见表 3
表 3 焊接参数接头形式焊缝层次焊接方法 焊接材料焊接电流I/A电弧电压U/V焊接速度 v/( cm
min) 牌号 直径 d/mm管对接一层 手工钨极氩弧焊HOOCr19Ni12Mo2 2
575-8010-116-83
283-9011-136-8二层 手工