下载后可任意编辑1
目的为了有效地对生产活动过程中所涉及的产品进行科学、 合理的抽样检查, 依据 MIL-STD-105E-LEVEL II 抽样检验方案和检验标准进行检测, 结合公司实际情况特制定此管理办法
1 进厂之原物料、 零件、 半成品、 成品( 含委外加工品)
2 制程中之在制品
3 出货前和库存品稽查
职责与权限质量部为本办法的归口管理部门
1 批之构成: 4
1 采购之进料, 以每次送货同一规格之物品数量为一批
2 在制品以同一批号产数量为一批
3 出货成品以每一次出货给一客户之数量或库存品, 经规划数量做稽查时, 以上两者所称量为一批
2 抽样: 从批中以随机之方式取本之作业
3 样本: 由批中随机抽取检验对象之产品
4 样本数: 从群体中抽取样本之数量, 以 N 代表
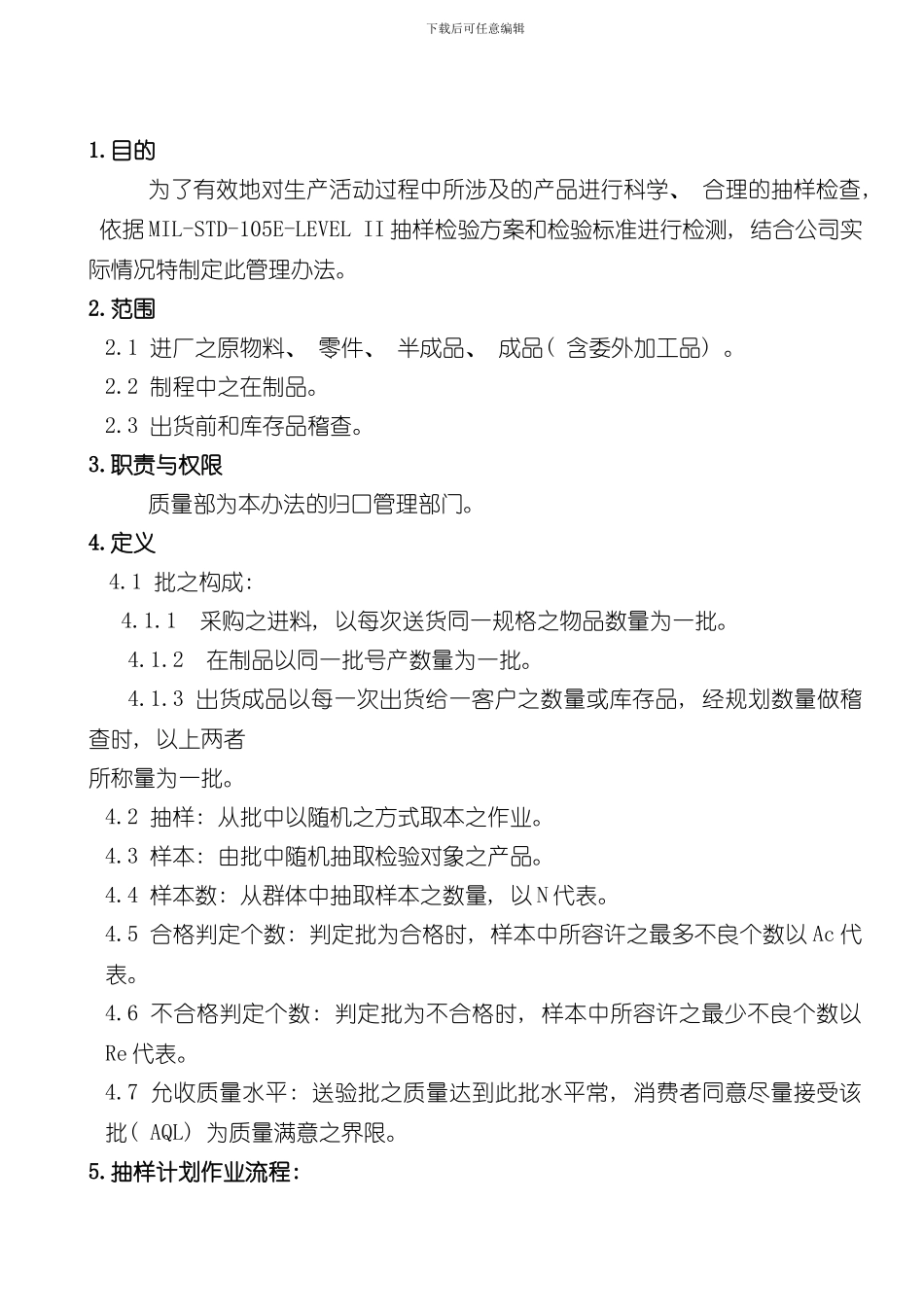
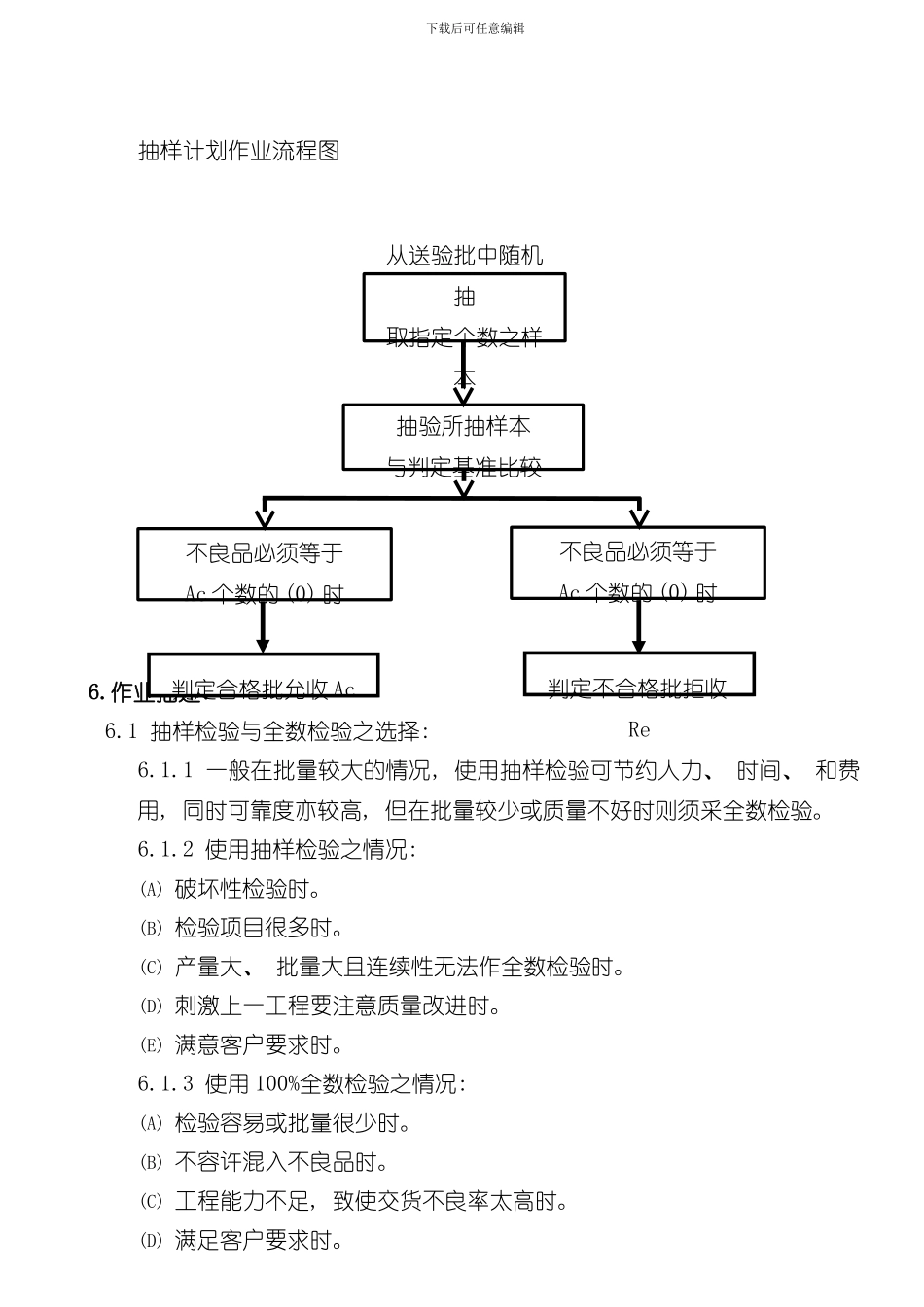
5 合格判定个数: 判定批为合格时, 样本中所容许之最多不良个数以 Ac 代表
6 不合格判定个数: 判定批为不合格时, 样本中所容许之最少不良个数以Re 代表
7 允收质量水平: 送验批之质量达到此批水平常, 消费者同意尽量接受该批( AQL) 为质量满意之界限
抽样计划作业流程: 下载后可任意编辑抽样计划作业流程图6
作业描述: 6
1 抽样检验与全数检验之选择: 6
1 一般在批量较大的情况, 使用抽样检验可节约人力、 时间、 和费用, 同时可靠度亦较高, 但在批量较少或质量不好时则须采全数检验
2 使用抽样检验之情况: (A) 破坏性检验时
(B) 检验项目很多时
(C) 产量大、 批量大且连续性无法作全数检验时
(D) 刺激上一工程要注意质量改进时
(E) 满意客户要求时
3 使用 100%全数检验之情况: (A) 检验容易或批量很少时
(B) 不容许混入不良品时
(C) 工程